Global Pump,
Economical Price
Paper mill installs APEX hose pumps for abrasive pigment dosing
The Beetham, Cumbria plant of BillerudKorsnäs has replaced a progressive cavity (PC) pump with APEX10 hose pump technology from Watson-Marlow Pumps Group on an application dosing abrasive pigment in kraft paper manufacture. The move has solved the problem of stator and rotor wear on the PC pump that was leading to a drop in performance, downtime, and the need for regular maintenance.
Abrasive pigment
At Beetham, kraft paper is produced in quantities of circa 34,000 tonnes a year across three shifts using 140 employees. In an application involving the dosing of pigment into paper stock, the plant was experiencing difficulty with its PC pump.
“We put the pigment into the stock preparation end of the paper machine to introduce a colour shade to certain grades,” explains Engineering Manager Tony Halhead. “We dose very low, precise volumes as the shade is critical. However, the abrasive nature of the pigment was causing the stators and rotors in our 1” PC pump to wear, leading to a drop in performance.”
As a result, the engineering team at Beetham would have to speed up the three-phase inverter in the control box to maintain flow rates at the required levels, causing even faster wearing. However, if the drop in performance went unnoticed, it could lead to a variation in shade and to rejected paper. On a long production run this could be very expensive.
“We were experiencing dips in performance on a regular basis so we decided to address the situation, particularly when also considering the downtime and maintenance issues,” says Mr Halhead. “Other Watson-Marlow pumps were being used on site successfully so we thought they would be a natural first port of call.”
Uptime and continuity
Watson-Marlow recommended the use of an APEX10 hose pump. APEX pumps are engineered for maximum uptime and process continuity. Through design attributes such as heat dissipation, precision machined hose elements and optimised hose compression, APEX pumps reduce hose element fatigue compared to other hose pumps and when a hose replacement is required, this is a quick task which can be carried out in-situ by maintenance staff. The benefit for APEX users such BillerudKorsnäs is reduced maintenance intervals, leading to decreased cost of ownership. Operating and inventory costs are also less, as a single hose element is all that needs to be replaced.
BillerudKorsnäs installed two APEX10 models in February 2014, one duty and one standby. The pumps are fixed to a mobile skid and piped with valves to speed changeover. Offering a 14 rpm, 0.18kW motor suitable for VSD control, the flow rate is 25-30 litre/hr when using a green pigment, and 10-15 litre/hr for a blue pigment. The pumps are flooded suction (600mm head into pump via 2.5 metres of 1/2" flexi hose). Discharge is via 18 metres of 1/2" flexi hose inclusive of an 8.5 metre lift into the paper stock tank.
Reliable performance
“Since installation the APEX10 pumps have been running reliably in a 24/7 operation,” says Mr Halhead. “We are now considering the replacement of other PC pumps on site with APEX models.”
BillerudKorsnäs is a 4300-employee strong manufacturer of primary fibre-based packaging materials, working with over 1500 customers in over 100 countries. The company has eight production facilities, seven of which are in Scandinavia, and one in the UK, at Beetham. The specialty here is the manufacture of sterilised packaging paper for medical applications.
Netherlands-based packaging solutions provider, Huhtamaki Molded Fiber Technology BV, is among the first users of the Qdos peristaltic metering pump from Watson-Marlow Pumps Group. Qdos 30 models have replaced magnetic membrane pumps and progressive cavity pumps on two applications at the company’s Franeker plant on Holland’s northernmost coastline. For Huhtamaki, Qdos delivers a number of benefits including improved handling of corrosive fluids in a counter-pressure application, constant flow to eliminate pulsing, low addition rate capability and ease of calibration. As a result, the company’s engineering team is now considering standardising on Qdos models moving forward.
The Huhtamaki Group, with origins in Finland, is today a €2 billion, 14,000-strong organisation with 61 manufacturing units worldwide, largely producing consumer and specialty packaging. The company has had a presence in the Netherlands since 1938 and one of the core businesses at its 200+ employee Franeker plant is three-dimensional moulded fibre packaging for food products such as eggs, stone fruit, apples, pears and tomatoes to name only a few.
In the right mould
The Franeker mill is a 24/7 operation housing 11 production lines and pump technology plays a vital role in the production of its moulded fibre board. Although an established customer of Watson-Marlow, the site’s Process Manager, Benno Koopmans, has longed for a solution to one particular problem.
“We have a 2 bar counter-pressure application that involves adding sodium hypochlorite [NaClO] to kill off bacteria in our cooling water flow – it is very important that we disinfect against the formation of algae, yeast and fungi,” he explains. “Until recently we were using magnetic membrane pumps for this task, however, due to the corrosive nature of sodium hypochlorite, leaks into the electrical circuit were commonplace, along with associated downtime and repairs. Like most in our industry we work to tight margins and there are significant costs associated with process downtime.”
The solution arrived in the form of Watson-Marlow’s new Qdos 30 metering pump, which was installed at Franeker in February 2012. Qdos 30 pumps boost process efficiency by providing accurate, linear and repeatable flow performance from 0.1 to 500 ml/min at 7 bar, even when metering difficult fluids. There are no seals or valves in the flow path to clog, leak or corrode, which means caustic, abrasive, viscous, shear-sensitive, and gaseous fluids can be safely and securely handled.
Precise solution
“We also liked the metering pump idea because of the addition rate, which offers low variation and high significancy,” says Mr Koopmans. “For instance, in dye stock applications where we add colour to egg packaging we need a low addition rate of 0.15-0.2%, but if the revs of the pumphead are too low it can jam and result in colour variation. If this happens it’s what we call a ‘show-stopper’, so any pump we use here must be reliable.”
Accuracy is so vital at Huhtamaki that Mr Koopmans says flow rate needs to be in the midst of the curve to prevent the pumphead running at very low speeds, which can lead to undesirable ‘pulsing’.
The Franeker plant is using flow meter control on its Qdos 30 pump, which measures the amount of cubic meters of cooling water per hour – so the process is based on flow rate-dependent addition of sodium hypochlorite. Incidentally, Huhtamaki was able to use the existing 4-20mA communications cable used by the previously-installed membrane pump, making the entire system plug and play.
Easy to calibrate
“We calibrate the Qdos pump regularly, a task that is performed quickly and easily by shift operators in the mill, and our data indicates we have witnessed no drop in flow rate since installation five months ago. The pump has been running for 2.5 years using the original pumphead without any problem,” explains Mr Koopmans. “This has given us confidence with metering pump technology and we have just installed our 20th Qdos 30.”
Many applications
The Qdos 30 is now being deployed on other applications across the plant. For example, a Qdos 30 has been chosen to replace a magnetic membrane pump which adds anti-scale to a heat exchanger. It is critical that this substance is ever-present in the system to prevent clogging. In addition, Mr Koopmans and his team have replaced a progressive cavity pump with a Qdos 30 on a polymer addition application.
“We are now having discussions to see if we might want to standardise on Qdos technology moving forward. With eleven production lines comprising up to five pumps each, there is significant scope for further installations.”
Adhesive specialist switches from progressive cavity pumps to peristaltic pumps
Incessant wear, clogging and seal changes that resulted in high periods of downtime have seen Poland-based adhesive manufacturer Zakład Chemiczny Paweł Paprocki switch from the use of progressive cavity pumps in its production processes, to peristaltic hose pumps from Bredel.
Screw pump frustration
Zakład Chemiczny Paweł Paprocki is one of the largest manufacturers of adhesives and raw materials for the production of glue and paint in Poland. The company produces more than 30,000 tons of raw material every year. The company uses pumps for metering products, such as Caviol® or Winakar® PW-50, with viscosities varying from a few to tens of thousands millipascal-seconds (mPas). However, chemical compatibility between the constituent parts of the adhesive were causing the company’s pumps to wear, resulting in clogging and production downtime. Additionally the frequency of seal changes became problematic.
As a result, the decision was taken to change the progressive cavity pumps to Bredel 80 peristaltic hose pumps due to their significantly lower maintenance and spares costs. These seal-less, valve-less hose pumps offer highly accurate, reliable, low maintenance metering, dosing and transfer capability - right across the full range of viscosities.
The inherent design of Bredel hose pumps means there are no intrusions in the flow path, eliminating any risk of blockages. The pumped substance only contacts the reinforced, chemical-resistant hose, making them particularly suitable for handling problematic fluids such as those with a high viscosity and fluids containing abrasives or with high solids content, for example.
Rigorous trial
Before purchasing the pumps, immersion tests were performed with the Bredel hose. The tests lasted 168 hours, and confirmed that the hose materials were resistant to the chemicals found in the fluids which Zakłady Chemiczne Paweł Paprocki intended to meter. Next, Watson-Marlow provided a Bredel 80 pump for on-site trials, to check flow rates, pipe runs and pressures in the process. The trial led to the purchase of three Bredel 80 models.
"If we are confident that a pump will perform in a specific application we often agree to on-site trials by the client since it is the best proof of quality and performance," concludes Rafał Łydziński, Sales Manager at Watson-Marlow in Poland.
Max. discharge capacity range: 30 to 80 mL/min

The EJ Series operate at 360 strokes-per-minute, providing high resolution chemical feed and high turndown capability. Most competitive products operate at slower speeds, resulting in slug feeding, accelerated diaphragm wear and poor feed control.
A robust housing protects the pump from normal wear. Mounting the Digital Display and Key Pad control within the drive housing creates a highly water resistant design. A clear cover further protects the pump from liquids.
The Universal Voltage Function enables the EJ Series to operate at any AC voltage. The EJ Series also conform to global standards.
| Max. discharge capacity range | 30 to 80 mL/min |
|---|---|
| Max. discharge pressure | 0.3 to 1.0 MPa |
| Main materials | PVC |
| Stroke rate | 0 to 360 spm |
| Power supply | AC 100 - 240 V, single phase, 50/60 Hz |
| Liquid temperature range | 0 to 40˚C |
| Viscous liquid | Please contact us for details. |
| Slurry liquid | Can not be handled. |
| EJ-R | EJ-S | ||
|
Operation mode |
Mode | Manual | Start/Stop by key operation
(Manual mode only) |
| EXT | |||
| Mode selection | Key operation | ||
| Stroke rate | Setting range | 1 to 360spm | |
| Spm programming | UP key | ||
| STOP function | Input signal | No-voltage contact or open collector Note 1 | — |
|
EXT mode |
Maximum spm | 360spm | — |
| Pump behaviour | 1 shots per signal Note 2 | — | |
| Input signal | No-voltage contact or open collector Note 1 | — | |
| Buffer | Non-volatile memory | ||
| Power voltage Note 3 | 100 to 240VAC 50/60Hz | ||
Note 1: The maximum applied voltage from the EJ to an external contact is 15V at 3mA.When using a mechanical relay, the minimum application load should be 3mA or below.
Note 2: When the external pulse signal is entered to run the pump over the max spm, the signal is cancelled.
Note 3: Observe the allowable voltage range of 90 to 264VAC. Otherwise failure may result.
BLDC motor
Addition of a BLDC motor models to the APN-P110 seires (AC powered motor pumps). Use of a BLDC motor allows the pumps to be fitted to 24VDC power supply free from AC power limitations.
Standardization
Speed control with 1-5VDC signal.
Parts sharing
Use of the APN-P110 pump head drastically reduced the needs of parts development.

APN-P110-D4
Specifications
| Max. flow | 28 L/min |
|
Max. discharge pressure |
0.1 MPa |
| Max. vacuum | 23.99 kPa |
| Handling gas temperature | 0〜40℃ |
| Output | 25W |
| Rated voltage | DC24V |
| Mass | 3.3 kg |
Performance curves

Max. discharge capacity range (50/60Hz): 0.6 to 100/0.7 to 110 L/min
Compact air pumps featuring superior durability

APN-052HV-1

APN-085LV-1

APN-215MV-1

APN-240MAN-1

APN-450NATX-1
The pumps in this series are of the diaphragm type and excel in airtightness. The pump keeps the handled gas clean while compressing, suctioning, and transferring. Therefore, this pump is ideal for gas analysis and for suction and exhaust of special gas.
All pump models in this series are available as standardized single or two-heads in parallel or series. This wide variety of models, combined with various material compositions, makes it possible to handle any type of gas.
The pump uses a new type of diaphragm that can withstand continuous operation over a long time. The other parts used in the pump also have greatly improved durability over conventional models.
|
Max. air discharge capacity range |
0.6 to 100/0.7 to 110 L/min |
|
Max. air discharge pressure |
0.2 MPa |
|
Ultimate vacuum |
Max. 3.33 kPa (abs) |
|
Main materials |
GFRPP, ADC12, EPDM, NBR |
|
Required power range / Power voltage |
1 to 200W / AC100V, DC12V, DC24V |
Grundfos will highlight its range of Peerless Pump-brand fire protection pumps at the American Society of Plumbing Engineers’ 2014 convention and exposition in Chicago Sept. 22 and 23. An icon in the pump industry, Peerless has more than 90 years of experience manufacturing FM UL-approved systems, as well as pumps that comply with the NFPA 20 standard.
“With more than 50,000 systems installed, Grundfos offers the world’s best-selling fire pumps,” said Tim Ballengee, vice president of Sales and Business Development for Grundfos Fire. “We design and build fire systems ranging from simple pump-driver systems on base frames to highly engineered and fully enclosed packaged systems. We have the widest range of fire pump approvals and listings worldwide, and our expertise enables us to engineer, produce, stock, distribute and service our products globally.”
Grundfos’ Peerless portfolio of fire protection products provides a versatile range of engineered-to-order packaged systems that can be tailored to accommodate any combination of diesel or electric pump sets. Electric system configurations can have either a compact system mounted on one base that includes pump, motor, wiring and control panel, or a flex system that has both pump and motor mounted on a base with the control panel separated for a wall or floor mounting.
Diesel systems also offer configurations that mirror their electric cousins: compact design with a complete diesel fire pump unit including pump, engine, batteries and control panel on one base frame, or a second option with a separate wall or floor mounted control panel.
Enclosed fire pump packages can accommodate either electric or diesel systems, or multiple fire pumps for wide variety of applications.
Some of the most highly visible and iconic buildings in the world such as the World Trade Center properties, including One World Trade Center, the Empire State Building, Willis Tower (formerly Sears Tower) in Chicago, the St. Louis Arch in Missouri, Wynn Hotel in Las Vegas, AT&T Stadium (formerly Cowboys Stadium), and Lucas Oil Stadium in Indianapolis have Peerless fire pumps installed.
See the AEF split case fire pump, the mostly widely used model, and learn more about the full Peerless Pump line at Grundfos’ booth #1816.
Through advanced solutions for boiler heating, heat pump, solar thermal, sanitary hot water and microchip system applications, Grundfos offers customers the opportunity to maximize their investment by saving energy.
“Designed for simplicity, efficiency and reliability, our circulators optimize energy usage and system behavior through innovations in adaptive intelligence and enhanced control,” said Barry Nauss, director of HVAC OEM Sales for Grundfos USA.
This technology allows products like Grundfos’ MAGNA™ and ALPHA™ circulator lines, which feature patented AUTOADAPT TM technology, to save end users up to 85 percent in energy costs when compared to conventional circulators. Indeed, Grundfos recently announced a partnership that would make ALPHAs available as circulator options on most U.S. Boiler Company gas cast-iron heating products.
“The Grundfos ALPHA pump is a great match for industry-leading, technically advanced boilers,” Nauss said. “We look forward to collaborating with additional OEM companies.”
In addition to the MAGNA and ALPHA lines, Comfortech attendees can visit booth 832 to see a variety of pumps from both the trade and OEM portfolios, along with assorted flanges, ISO valves and Grundfos’ sensors. Grundfos has a dedicated OEM engineering department capable of providing customer-specific modifications to each product, allowing true customization for any application.
To meet the growing demands for energy-efficient solutions, Grundfos will significantly increase production of the Hydro MPC BoosterpaQ product line in North America.
“This surge in regional manufacturing is an example of our deep commitment to the North American market,” said Heins Kart Pedersen, president of Grundfos North America Manufacturing. “It will allow us to respond to customer needs with flexibility, consistency and speed.”
For an industry demanding greater reliability and efficiency, the Hydro MPC BoosterpaQ is an easy sell. Based on the highly efficient Grundfos CR pump range, the sturdy, compact Hydro MPC is a fully integrated pressure-boosting system designed to handle even the most difficult pumping situations with ease and accuracy. The intelligent CU 352 controller optimizes pump operation based on demand, making the Hydro MPC the most energy-efficient solution for pumping applications with varying flow needs.
The increase in market demand has led Grundfos to create more than 200 new sales and manufacturing positions across North America. To ensure we meet and exceed customers’ lead-time expectations, finished systems will be stocked for immediate shipment. Grundfos will continue to increase its investment in the region as the effects of the expanded manufacturing capabilities are realized.
Compressed air is one of the most versatile and useful forms of energy available. As a result, an air compressor is one of the most effective and cost efficient pieces of equipment you will ever own. With an air compressor you can complete your construction, maintenance, automotive repair, hobby, and craft projects faster than with traditional tools.
Air tools last longer
Air tools have variable speed and torque control
Accidental air leaks release no contaminants
Air compressors are available in several different types. The two main types are portable and stationary, each has advantages and disadvantages.
Portable compressors are just that, portable. They provide you the flexibility to have compressed air anywhere. Portable compressors are often used for activities that range from inflating sports equipment and inflating air mattresses to powering nail guns and impact wrenches.
Stationary compressors don't move from site to site. They are larger and typically offer more power then a portable compressor. In part this is because of the increased tank size. The larger the tank size the greater the volume of air being stored, which means more stored cubic feet. The more cubic feet that are stored the easier it is for a compressor pump to deliver and maintain CFM's at the desired PSI.
When choosing your compressor you should also consider the power source you need for running it. Air compressors can be powered by either an electric motor or a gas engine. Adding a gas engine to run a compressor gives you the freedom to have compressed air virtually anywhere. These types of compressors are typically used at construction sites where electricity is not readily available. While adding a gas engine gives you more flexibility to where it can be used the engine does increase the overall size/weight which may reduce the ability to transport the unit. Some self-powered contractor compressors have a "wheelbarrow" style making them easier to move. Also available is a truck mounted, gas powered compressor for the most demanding jobsite needs.
There are two main considerations with regards to air compressor power requirements; determining the air flow required and selecting the tank size.
Compressors are measured in two main ways, PSI (pounds per square inch) and deliverable CFM (cubic feet per minute). These measurements determine the effectiveness of the air compressor in different situations. When selecting a compressor you need to identify the PSI and CFM requirements of your air tools. If you will only be using one tool at a time use the tool with the highest PSI and CFM requirement. If you intend to run multiple tools at the same time you will need to total the CFM's required by each tool.
The key is to choose an air compressor that exceeds the PSI and CFM airflow requirements of your highest rated air tool. That way you're sure to not be under-powered. The best results are obtained when you purchase a compressor with 1.25 to 1.5 times more CFM airflow at the recommended PSI than your air tool(s) require. This method will ensure the performance of your air tool(s) will be maintained without over working the compressor and losing efficiency.
Single tool use: If a 1/2" impact wrench requires 5.0 CFM @ 90 PSI, then the compressor should deliver between 6.25 - 7.5 CFM @ 90 PSI.
Multiple tool use: If you plan to run more than one tool at the same time, you must add the CFM of each tool together to determine your needs. If your compressor needed to power a Cut Off Tool (4 CFM @ 90 PSI) and a High Speed Grinder (4 CFM @ 90 PSI) you should look for a compressor that can deliver 10 - 12 CFM @ 90 PSI or higher.
| Tool Type | Req. CFM's | Tool Type | Req. CFM's | Tool Type | Req. CFM's |
|---|---|---|---|---|---|
| Angle Disc Grinder | 6 CFM | Dual Action Sander | 6 CFM | Ratchet 1/4" | 3 CFM |
| Air Drill 1/2 | 4 CFM | Grease/caulking Gun | 4 CFM | Ratchet 3/8" | 4 CFM |
| Air Drill 3/8 | 4 CFM | High Speed Grinder 5" | 4 CFM | Sand Blaster (3 gallon) | 4 CFM |
| Butterfly Impact | 3 CFM | Impact Wrench 1/2" | 5 CFM | Spray Gun (commercial) | 6 CFM |
| Chisel/Air Hammer | 4 CFM | Impact Wrench 3/4" | 7 CFM | Spray Gun (HVLP) | 18 CFM |
| Cut Off Tool | 4 CFM | Nailer | 1 CFM | Straight Line Sander | 7 CFM |
| Die Grinder | 8 CFM | Orbital Jitterbug Sander | 6 CFM |
Note: All air tools are rated on an intermittent (start/stop) usage factor. Some intermittent tools, like an air nailer, may require specific PSI to properly function. Keep in mind that air tools such as grinders, sanders and sandblasters are considered continuous running tools and require a larger air compressor that provides higher CFM. Refer to specific air tool specifications for complete requirements.
Air compressors work primarily from air stored in the storage tank. As a result the amount/volume of compressed air a compressor will hold impacts how well certain tools will work. Additionally once the tank is filled, a larger tank compressor will not have to run as much to maintain the CFM's provided the compressor pump can produce more CFM's than you are using.
In general if you will be using air tools that require continuous air, than you should consider a larger tank. If you are planning to use air tools that will only require intermittent running, your compressor can have a smaller tank size. Having a large enough tank and pump that can produce enough CFM's for the tools you plan on running is important. A complete listing of air tool consumption is available on the Powermate web site - www.powermate.com.
The style of tank will depend on the type or power requirements of your compressor. Tank orientation will not effect performance, it is strictly an issue of floor space, overall compressor size and when applicable, portability.
Portable compressors have several different tank styles. There are many different portable tank styles. Which one is right for you will depend on the power requirements of the tools you will be using (listed above) and the type of portability that best fits your needs.
 Hand Carry: small capacity, can be hand carried, typically 1-2 gallons
Hand Carry: small capacity, can be hand carried, typically 1-2 gallons Hotdog: small capacity, horizontally orientated, typically 2-3 gallons
Hotdog: small capacity, horizontally orientated, typically 2-3 gallons Pancake: small capacity, low profile tank, typically 4-6 gallons
Pancake: small capacity, low profile tank, typically 4-6 gallons Pontoon: twin horizontal tanks, located at the bottom/base of the compressor unit
Pontoon: twin horizontal tanks, located at the bottom/base of the compressor unit Stacker: twin horizontal tanks placed above each the other (stacked)
Stacker: twin horizontal tanks placed above each the other (stacked) Wheelbarrow: twin tanks running the length of compressor, portability is similar to a wheelbarrow.
Wheelbarrow: twin tanks running the length of compressor, portability is similar to a wheelbarrow. Horizontal Portable: larger capacity, wide, longer tank, typically 10-25 gallons
Horizontal Portable: larger capacity, wide, longer tank, typically 10-25 gallons Vertical Portable: larger capacity, taller tank, typically 10-30 gallons
Vertical Portable: larger capacity, taller tank, typically 10-30 gallonsNote: Refer to your specific compressor model for operating PSI and CFM's
Stationary compressors are available with either a vertical or a horizontal tank. If the location of your compressor has limited floor space a vertical tank may be a better fit over a horizontal tank.
 Stationary Vertical tank size from 60 - 80 gallons
Stationary Vertical tank size from 60 - 80 gallons Truck Mounted Gas engine powered 50 gallon tank
Truck Mounted Gas engine powered 50 gallon tank Stationary Horizontal tank size from 50 - 120 gallon
Stationary Horizontal tank size from 50 - 120 gallonNote: Refer to your specific compressor model for operating PSI and CFM's
Air compressors can be powered by either an electric motor or a gas engine. Which one is right for you will depend on where you plan on using it. If you might need to use it where electric power will not be available then the convenience of a gas powered compressor may be the right choice. While gas powered compressors offer flexibility to where they are used they are not designed to be used indoors, they require overall more maintenance (oil changes, refilling with gas) and are higher priced than compressors with the same horsepower electric motors.
Single Stage and Two Stage is in reference to the compressor pump type. The pump takes the ambient air and compresses it into the tank. In general Single Stage pumps can deliver up to 155 PSI and have CFM ratings shown below 100 PSI. Single Stage pumps compress the air directly into the tank. Two Stage pumps can deliver 175 PSI or more and have CFM ratings at 100 PSI and above. Two Stage pumps compress the air in the first stage then pass it to the second stage where it is compressed again. Determining your air requirements will determine if you need a Single Stage or Two Stage pump.
Tank sizes are measured in gallons. In general, if your air tool requires short, intermittent bursts of air (nailer/stapler) then a smaller tank size can be used. When using air tools that run for longer periods of time (air sander, grinder, etc) then a larger tank will be required. Compressors will have a deliverable CFM at a specific PSI rating. These ratings are based on the engine/motor horsepower, pump capacity and tank size. We have already calculated the CFM @ PSI of our compressors, you just need to determine what air tools you will be powering as discussed above.
We go beyond the components of an air system and find solutions to operating issues every air consumer faces. The problems associated with operating a modern compressed air system are complex and often camouflaged to the untrained eye. Our professional Air Audit can help by addressing the total process of producing compressed air... not just the compressors. It's about looking at compressed air as your fourth utility, and making it as dependable as your electric, water and gas services. A professionally conducted Air Audit will help you define system problems, whether they are in demand, distribution or supply, allowing you to develop cost-efficient solutions that meet your return on investment goals. Our Air Audits help operators optimize their systems, often resulting in turning off compressors!
The ability to optimize a compressed air system comes from years of being in the business. Air Compressor Engineering can optimize your system to save you energy costs, reduce maintenance and make your air system more reliable. Optimization involves ensuring that each piece of equipment in the air system is working properly and each component is tuned to work efficiently with all parts of the system.
Consider the following:
Face it. We're all being squeezed to maximize shareholder value. One of the last places anyone has looked has been their compressed air system. Well, people are looking there now.
In the past, our customers have asked us to build the most reliable, efficient, low maintenance compressed air system components in the industry. We’d like to think we’ve done that. However, it takes more than good componentry to maximize productivity while minimizing operating costs. It takes world class integration. That's where we're going.
Best of all, we can often uncover these lost opportunities without any risk to you with a free feasibility study. Attached is a list of thought provoking questions that are worth taking five minutes to consider. If your company is like most, your answers will reflect that there are significant opportunities in your facility.
Our service capabilities run from simple leak detection to full system audits. Please call if we can answer any questions regarding our services. We hope that we can help you reduce your operating costs and improve productivity.
By Nicola Piccardo, Global Product Manager, Ingersoll Rand
When an air system requires large quantities of air (ca. >100 m3/min) and air demand highly fluctuates during the day, it is common belief among end-users that large variable speed screw compressors can deliver significant savings opportunities by precisely matching the compressed airflow to the system’s demand.
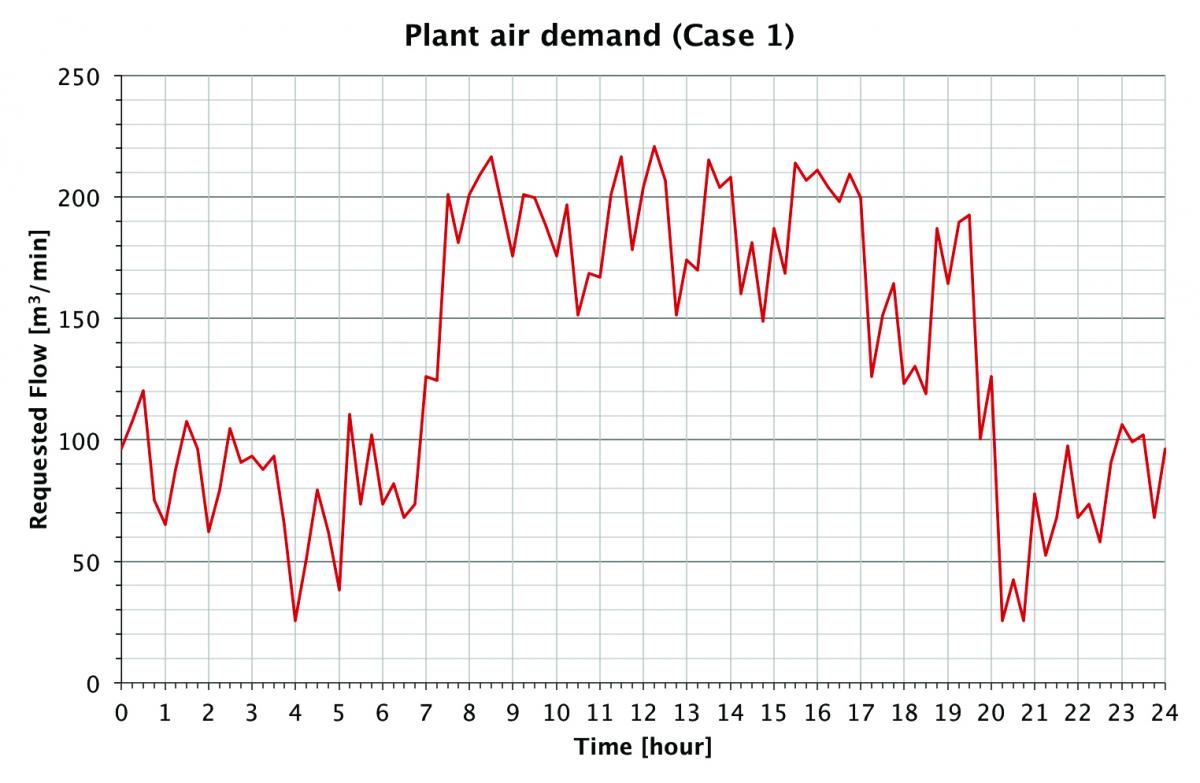
Consider the case depicted in Fig. 1 as an example. Where the daily flow demand has a variability of up to 90% of the maximum air demand, the study compares the energy consumption of six alternative solutions in terms of number of installed compressors, compressor sizes and types of compression technologies (i.e., oil free centrifugal and oil free rotary).
The influence of an air compressor’s control system and its different control logics is also taken into consideration in the analysis.
The energy consumption of the same six solutions are then compared with different air demand patterns to simulate the behavior of the six systems in the case of varying production needs (i.e., other four daily air demand patterns with different variability are also considered).
There are different compression technologies and each one can have its own advantages and disadvantages, depending on the particular application, operating range, power, capacity and other aspects.
Nevertheless, when an air system requires large quantities of air and air demand highly fluctuates during the day, it is a common belief among end-users that only the use of large, variable speed screw compressors can deliver great saving opportunities by exactly matching the flow of the compressed air delivered to a system’s demand.
The purpose of this study is to compare and evaluate six different compressed air solutions when air demand is highly fluctuating. The study considered five variable flow profiles, as depicted in Fig. 1 to 5, to define some guidelines to help end-users select the best system for their application.
In Case No. 1 (Fig. 1-2), the air demand highly fluctuates between night and day shifts, from approximately 30 m3/min to 220 m3/min, which represents a variability of 90 percent of the flow.
Fig. 2 further defines the flow profile in Case No. 1. The y-axis represents the request flow as an absolute figure on the left, and as a percentage of the maximum requested system flow on the right. The x-axis shows the time as a percentage of the total observation period. Given this data, the researcher can deduct that the plant represented in Case No. 1 operates below the average flow almost 50% of the time. This flow spectrum is typical of a production site with two six-hour night shifts with low air demand and two six-hour day shifts with high air demand.

The other four cases analyzed are depicted in Figures 3 to 6 and are representative of:
Case No. 2 (Fig. 3): Another highly variable spectrum with 90% of variability but compared to Case No. 1, less than the average flow is requested for only 30 percent of the time. This spectrum is typical of a production with one eight-hour night shift with low air demand and two eight-hour day shifts with high air demand.
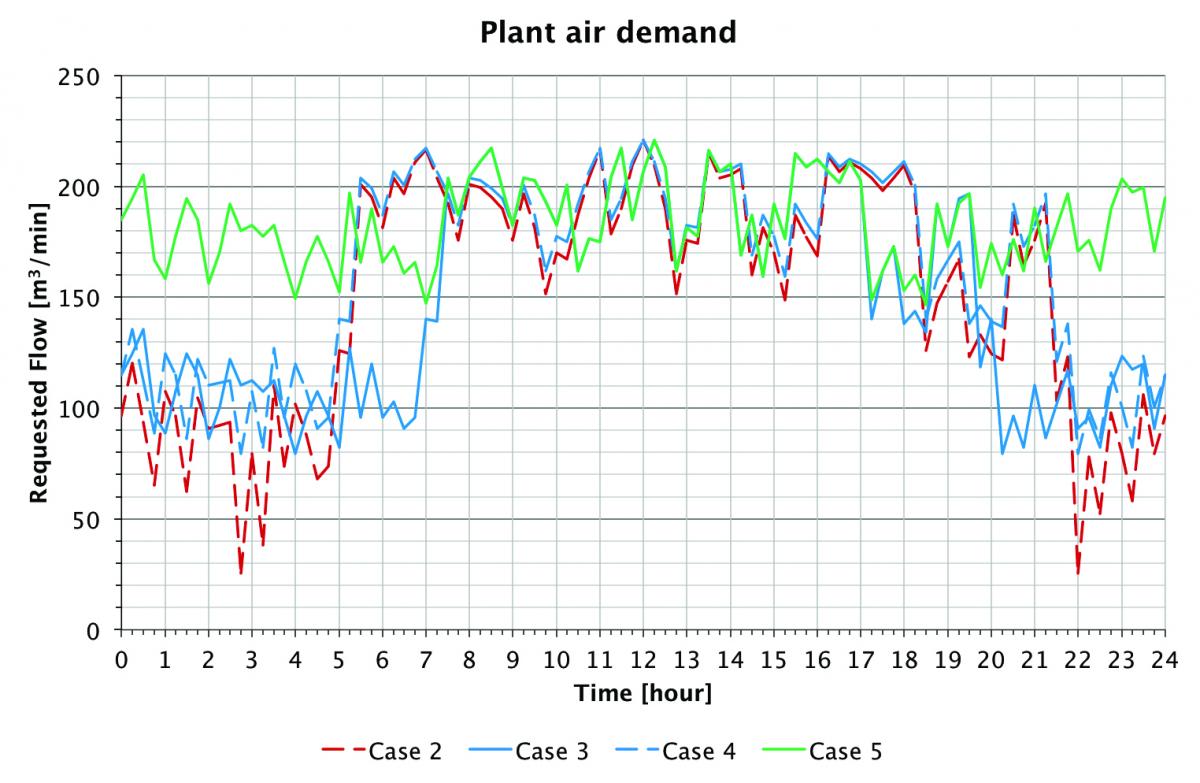
Case No. 3 (Fig. 4): Similar to Cases No. 1 and No. 2 but with lower variability than before (ca. 65 percent of maximum flow instead of 90 percent). To differentiate it from the previous two cases, we call this a case with medium variability. As for Case No. 1, this variability occurs for a long time, as less than the average flow is requested for approximately 50 percent of the time.
Case No. 4 (Fig. 5): A medium variability flow pattern (ca. 65 percent of maximum flow, like Case No. 3); compared to Case No. 3, less than the average flow is requested only 30 percent of the time.
Case No. 5 (Fig. 6): A low variability flow pattern with a variability of only approximately 30 percent of the maximum flow all day long, representative of 24 hours per day — almost constant production.
From the energy consumption point of view, there are six alternative compressor solutions for the situations described in Cases 1-5:
Coming back to our original flow profile in Fig. 1, Solution A — with one centrifugal compressor and one large variable speed rotary compressor — can exactly match the flow requested by the system. For this reason, it is an unbeatable combination as there is no wasted air. Nevertheless, what we have to establish is whether it is also the most efficient solution from an energy consumption point of view. The use of one single centrifugal compressor with a maximum flow equal to the maximum system demand is not a viable solution due to the large amount of wasted air, as shown in Fig. 4. For this reason, this configuration was not listed among the previously discussed solutions.
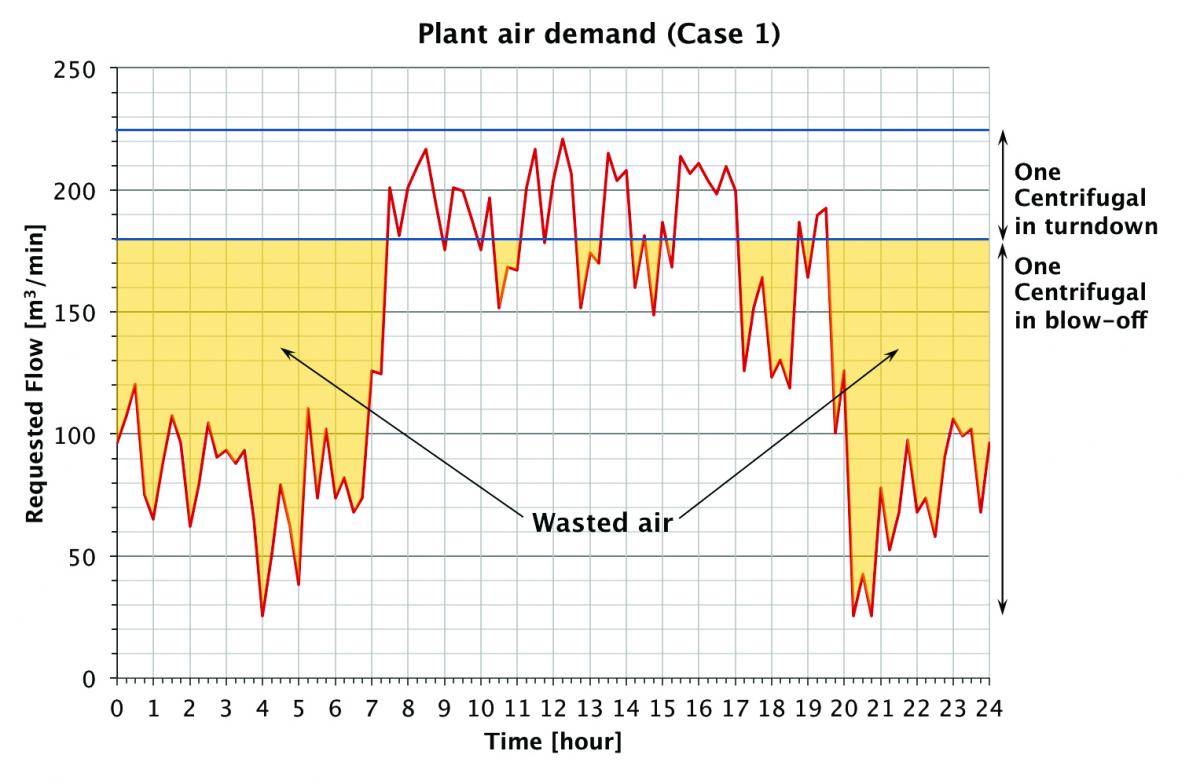
When multiple centrifugal compressors are installed in a system, it is possible to reduce the blow-off of the centrifugal compressors with the installation of a load-sharing control system. Figs. 8 and 9 show the difference, in terms of regulation range of two identical compressors, whose maximum flow is half of the system’s maximum air demand, without and with a load-sharing control system.
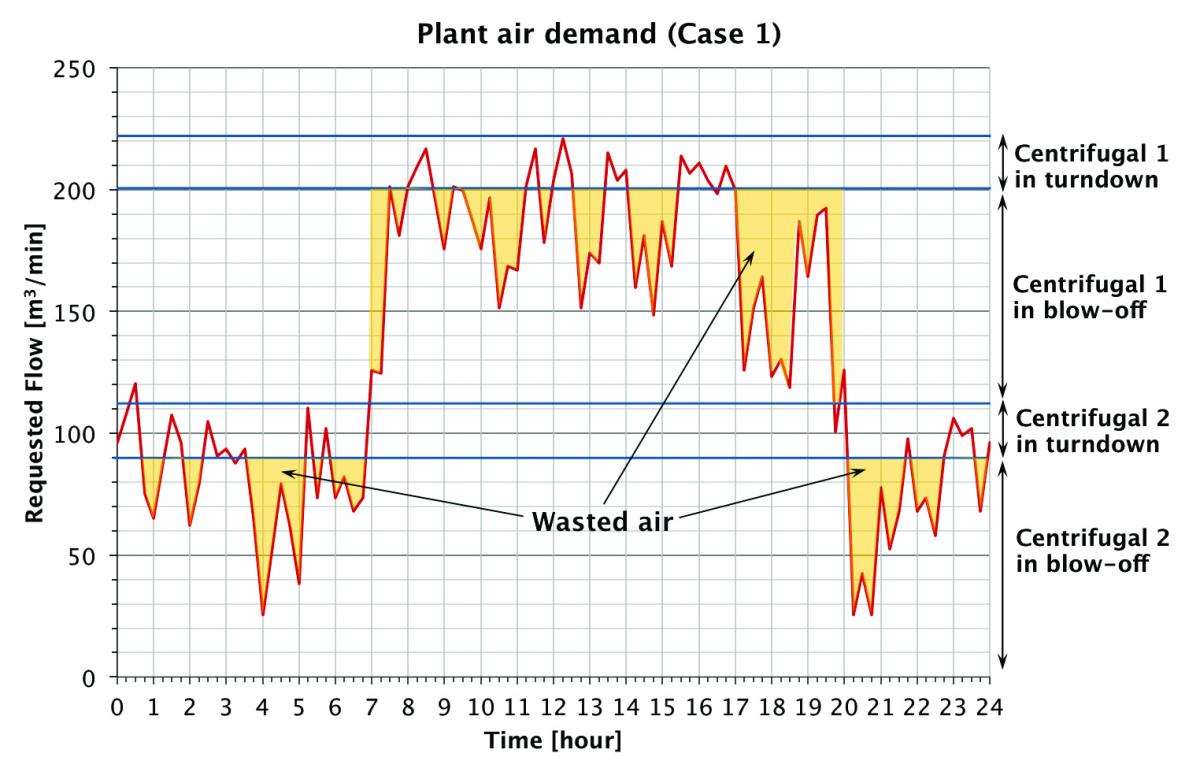
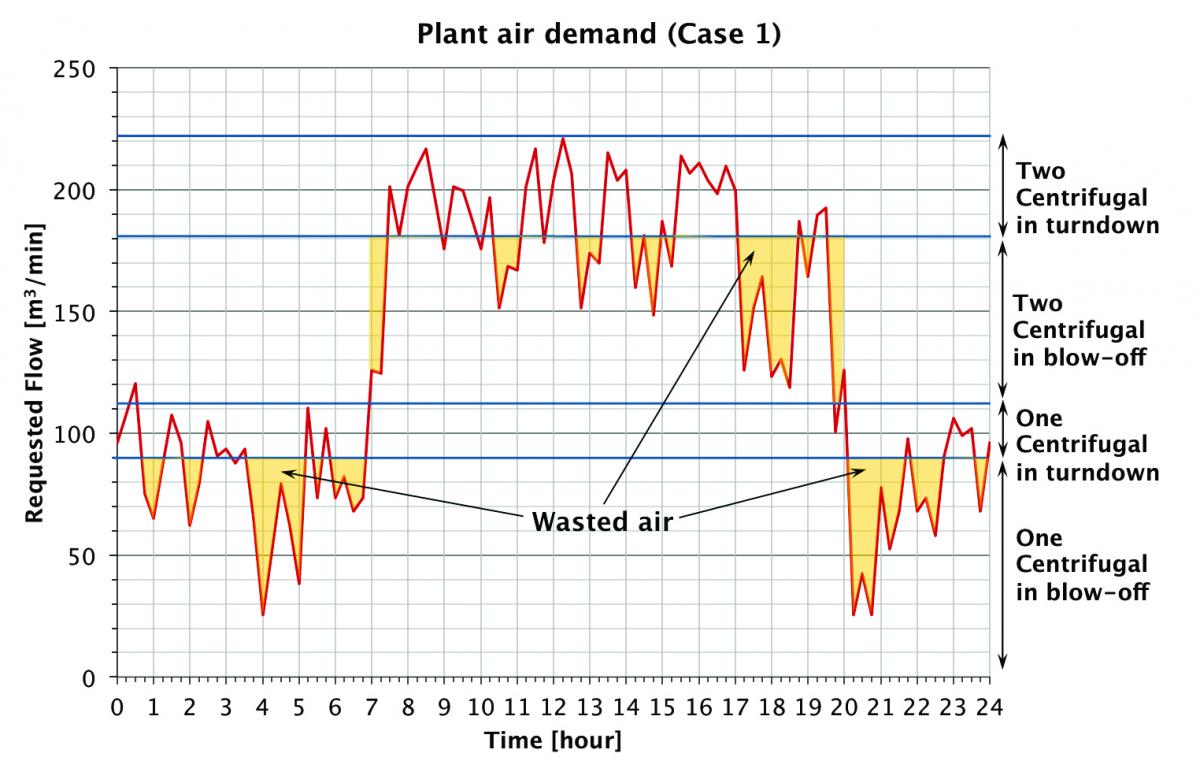
In the case of variable flow demand beyond the natural regulation range — also called “turn-down” — of a centrifugal compressor, the use of a state-of-the-art load-sharing control system is always beneficial when two or more centrifugal compressors are used in a system, since air blow-off is reduced.
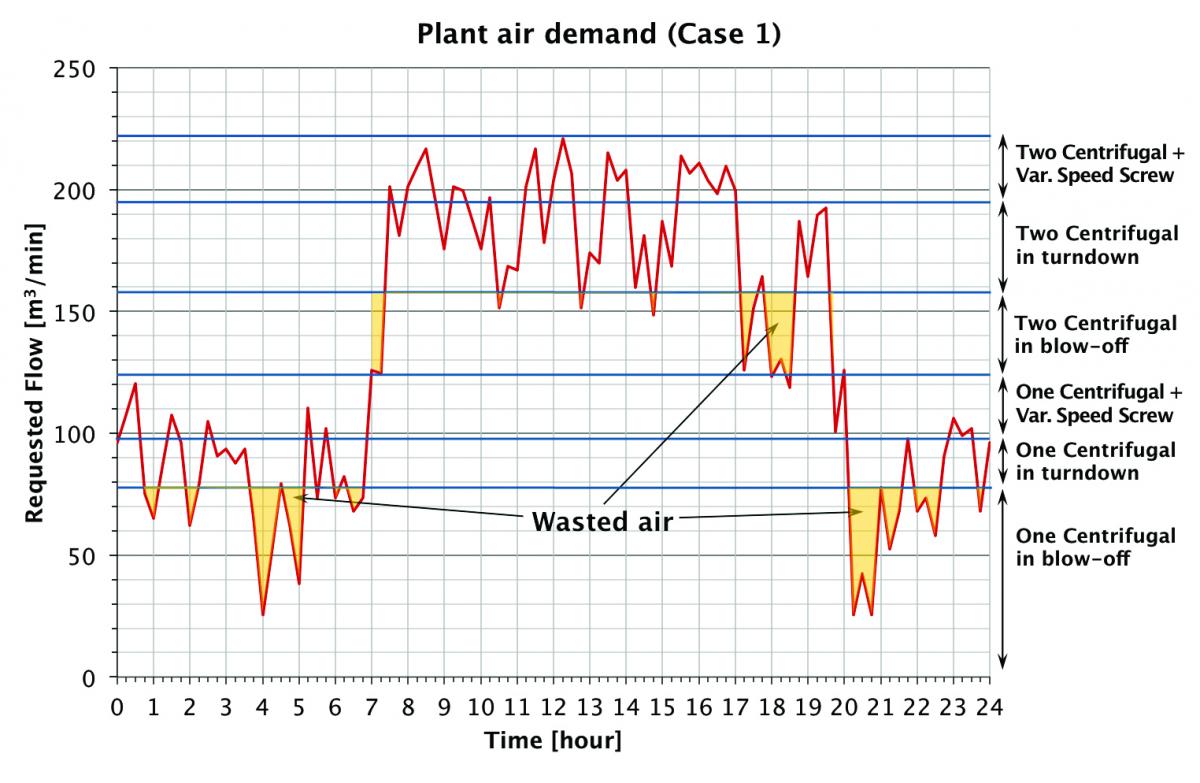
Each of the solutions described in Solutions B to F allows the system to have a different amount of wasted air. In some cases, like Solution F (Fig. 7), the air blow-off is minimal. It is very close to the zero blow-off in Solution A, using one centrifugal com¬pressor and one large variable speed screw compressor. Nevertheless, it is not the minimization of the air blow-off that determines the best systems but the minimization of energy consumption.
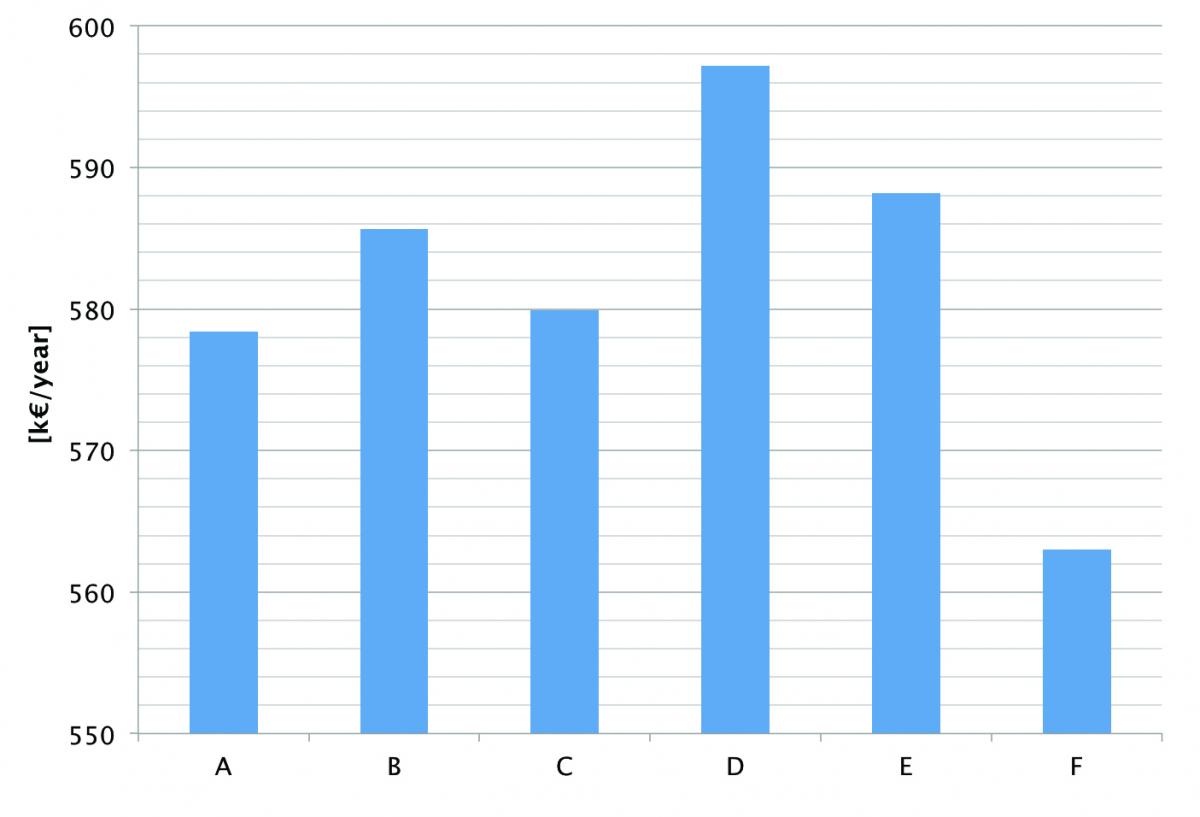
Considering the performances at a pressure of 8 barg for each of the compressors used in Solutions A to F, Fig. 8 shows the comparison of the daily energy consumption for the flow pattern of Case No. 1 with high variability for a long time. It also shows the relative efficiency between Solution A — the unbeatable solution — and the other five solutions. The efficiency of Solution A is taken as a reference and equals 100.
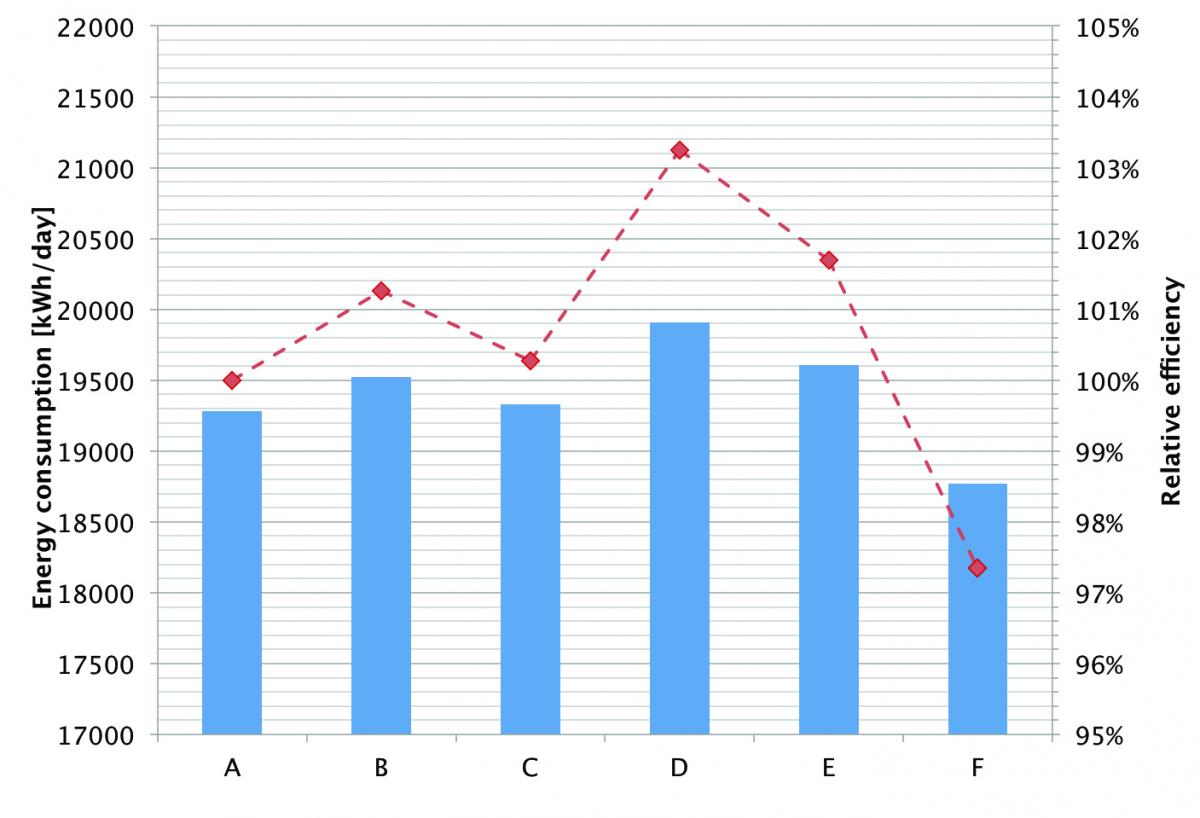
Solution A is not the unbeatable solution, but Solution F — composed of two centrifugal compressors with load- sharing and one small 160 kW variable speed screw compressor with a scheduler — is the best solution in terms of energy conservation. Solution F allows the user to save almost 3% compared to Solution A.
Solution C — configured with two centrifugal compressors designed with wide regulation range and load-sharing control — despite some air blow-off, is only 0.3 percent lower efficiency than Solution A; therefore, it is a preferable option from an operating point of view. In fact, if we consider 300 operating days per year and an average energy cost of 0.10 €/kWh ($0.13/kWh), Solution A allows operators to save only 1500 € ($19,500) per year versus Solution C. These savings do not justify this system’s operating disadvantages: Solution A utilizes two compressors with completely different spare parts, and if a backup compressor is needed, only one can be chosen, which does not guarantee the same operating efficiency. Solution C, using two identical centrifugal compressors, eliminates both of these problems.
Fig. 9 shows the annual pure energy costs comparison¹ of the six compressor solutions in case of an airflow pattern, as per Case No. 1. Another important consideration is to evaluate the behavior of the six solutions in case future production changes affect daily air consumption.
The flow patterns in Cases No. 2 to 5 represent different variable airflow profiles under various production conditions, which cover almost all the solutions — from the most variable to the least variable — as depicted in Figs. 3 to 6.
Table 1 summarizes the relative efficiencies between Solution A and the other five solutions with variable flow profiles, as in Cases No. 1 to 5.
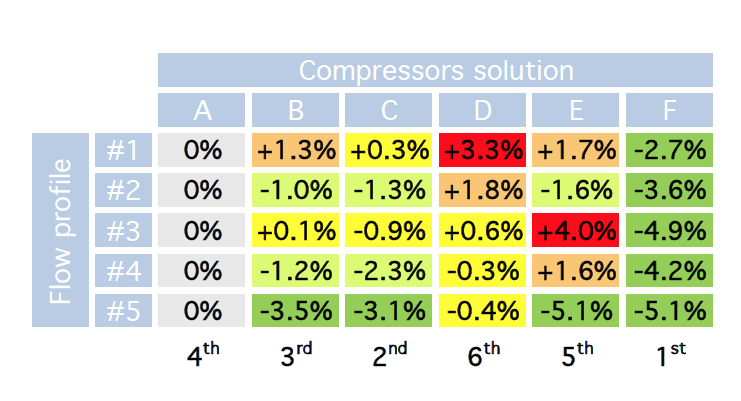
Consider again compressor performances at a pressure of 8 barg, 300 operating days per year, and an average energy cost of 0.10 €/kWh ($0.13/kWh). Solution F allows operators to save 15000 € ($19,500) per year in Case No. 1 and approximately 40000 € ($52,000) per year in Case No. 5, compared to Solution A. Solution C has slightly higher energy costs, about 1500 € ($1,950) per year in Case No. 1, but in Case No. 5 it allows approximately 25000 € ($32,500) per year in savings compared to Solution A. Evaluating Case No. 1, a person may wonder how Solution A — which is able to deliver exactly the airflow requested by the system without any air blow-off — has almost the same efficiency as Solution C. The answer is revealed in Figs. 13 and 14.
Fig. 10 compares the specific power at 8 barg of different centrifugal models with large variable speed screw compressors². A 75 m3/min centrifugal compressor working at the design point is 19% more efficient than a 500 kW variable speed screw compressor; a 115 m3/min centrifugal compressor is 14% more efficient than a 700 kW variable speed screw compressor; and a 140 m3/min centrifugal compressor is 19% more efficient than a 900 kW variable speed screw compressor.
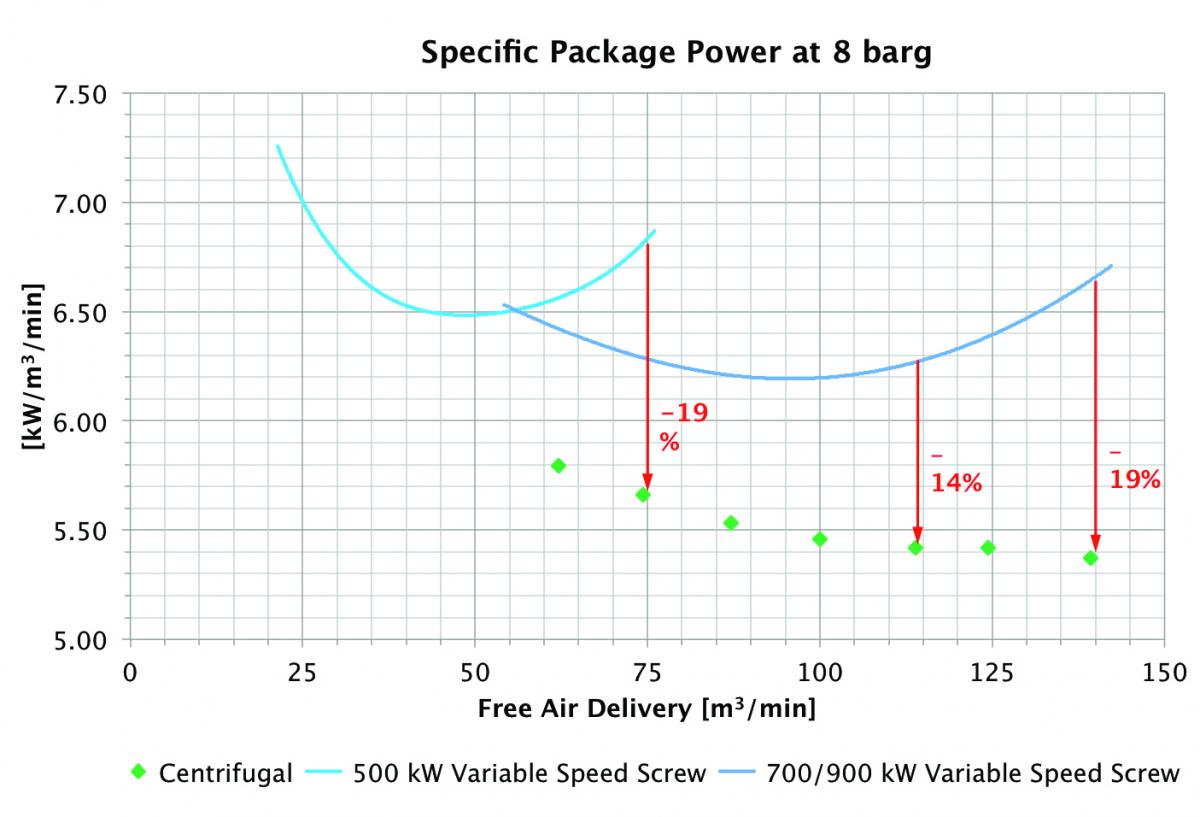
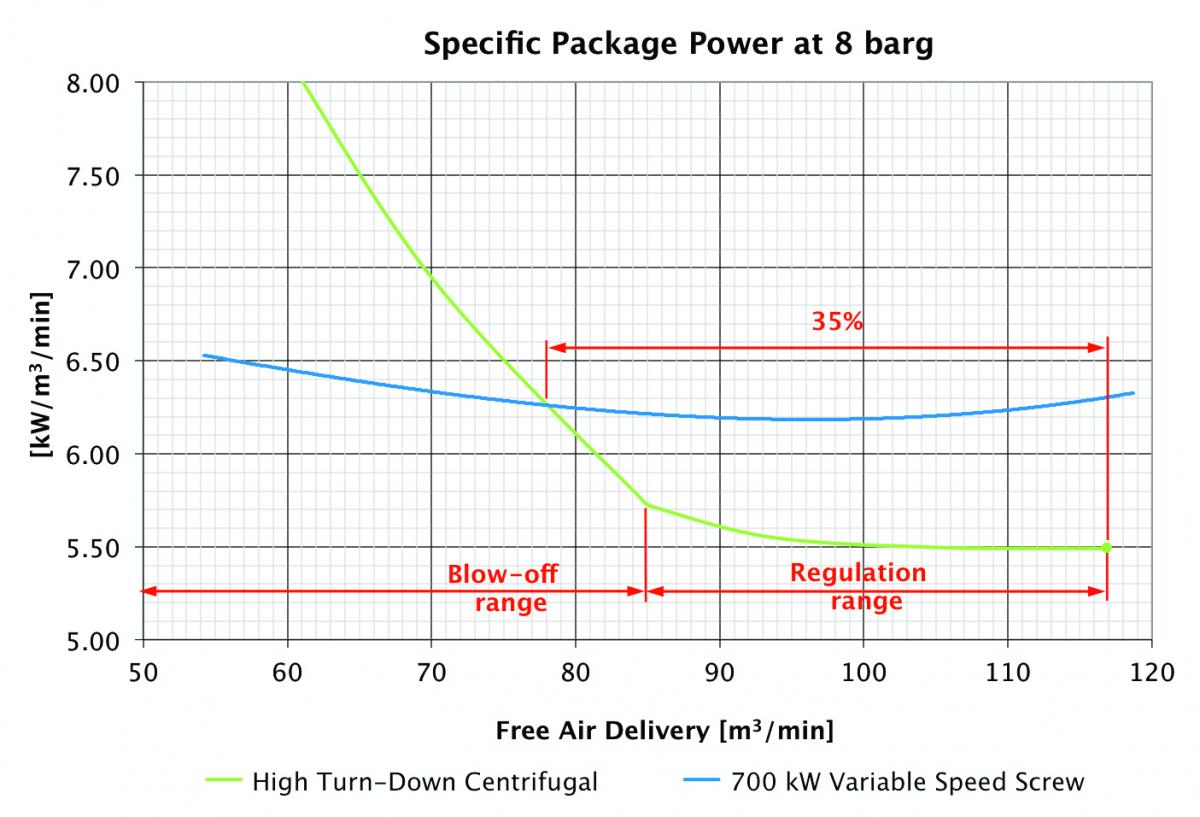
The energy saved against the variable speed screw compressor when the centrifugal compressor works near its design point, or in general in its full regulation range, compensates for the energy that is wasted from centrifugal compressor blow-off. In fact, if we plot the specific package power of the 115 m3/min centrifugal compressor used in Solution C, both in its regulation range and also when blowing-off (Fig. 11), we see that the specific power remains better for a range even wider than just the regulation range.
In summary, only the knowledge of the real weight or balance, in terms of percentage of time or variable operating conditions, allows operators to determine if the large variable speed screw air compressor is right for the system. This is an important concept that is often neglected or misunderstood. We will use another real case to clarify this concept.
There was a customer with five old 4 barg centrifugal compressors of various sizes ranging from 70 m3/min to 120 m3/min. Last year, he decided to update the compressor room to reduce operating costs. He said an audit was performed and the first step was to improve their system’s efficiency. To accomplish this, he decided to replace one centrifugal compressor with a 500 kW variable speed screw air compressor.
After further investigation, they determined that some mornings between 8-10 a.m., the manufacturer had to shut down one production line to prepare for the type of glass to be produced the following day. During these two hours, they had an excess of air of 60 m3/min. Since the old centrifugal compressor was able to regulate only 20 m3/min, the centrifugal compressor was blowing off 40 m3/min of air. By replacing this compressor with a 500 kW variable speed screw compressor, he said they would have been able to avoid any blow off, improving the system’s efficiency and reducing the operating costs.
Unfortunately, this was an incorrect and misleading approach. It is true that a 500 kW variable speed screw compressor would avoid blow-off during the plant’s downtime, but the customer did not consider a real performance comparison as shown in Fig. 12. The customer should have conducted an energy cost comparison between a new, two-stage centrifugal compressor and the desired two-stage 500 kW variable speed screw compressor.
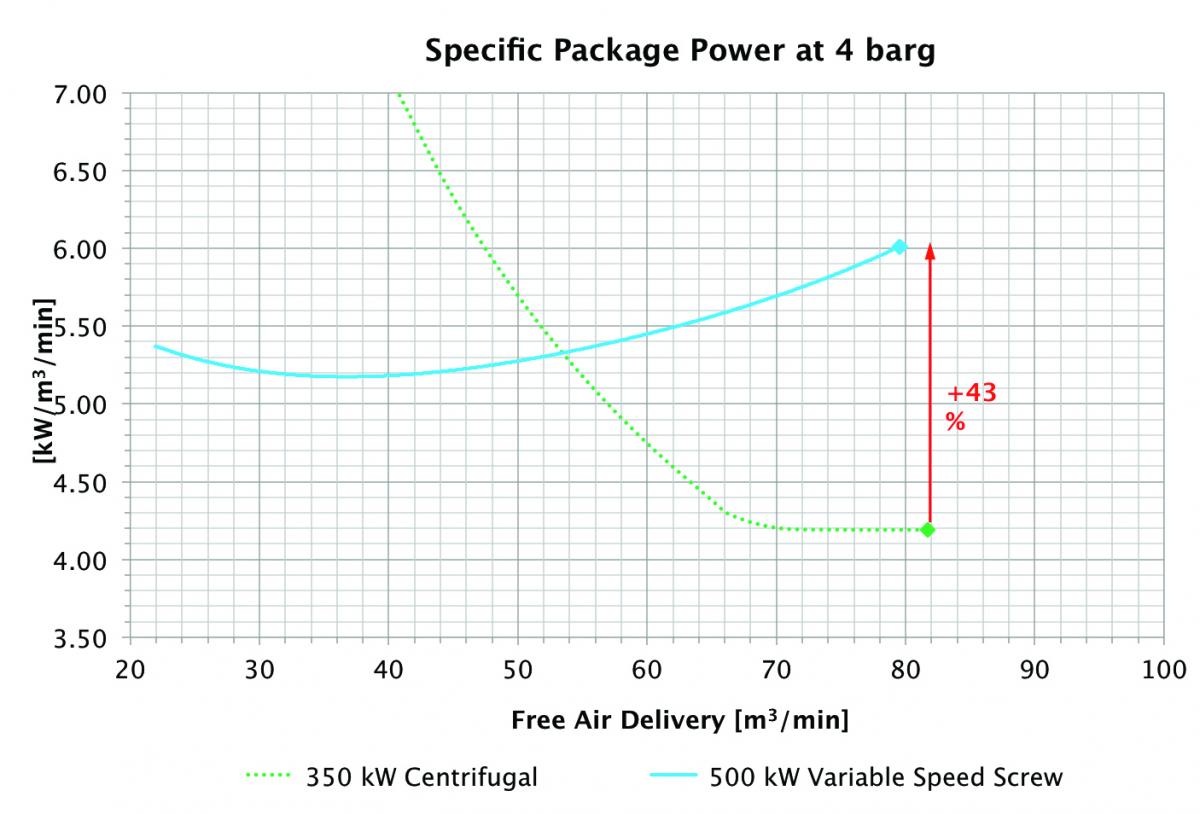
It can be deducted from the compressor’s data sheets that at an operating pressure of 4 barg, a 500 kW variable speed screw compressor is 43% less efficient than an equivalent centrifugal compressor. Even if the centrifugal compressor is blowing off 13 m3/min, it is more efficient than the variable speed screw compressor.
To determine the best machine for the application, the customer should have evaluated the cost of blowing-off 40 m3/min for two hours per day and calculated the extra cost of using a compressor that is 43% less efficient the remaining 22 hours of the day.
The calculations reveal:
Cost of blow-off:
40 m3/min × 4.3 kW/m3/min × 2 h/d × 350 d/y × 0.10 € ($0.13)/kWh ≈ 12.000 € ($15,600)/year
Extra cost for compressing 80 m3/min for 22 hours/day with a 43% less efficient compressor:
80 m3/min × (6.0 - 4.2) kW/m3/min × 22 h/d × 350 d/y × 0.10 € ($0.13)/kWh ≈ 110.000 € ($144,000)/year³
To avoid wasting 12.000 € ($15,600)/year due to the blow-off during scheduled down time, the customer would have spent 110.000 € ($144,000)/year more, running a 43% less efficient compressor for the rest of the day. Even if we consider that 22 hours/day the variable speed screw compressor does not always work at full load, the difference is so large that it would be hard to affirm that the customer would have saved energy and money by buying a 500 kW variable speed screw compressor instead of a new centrifugal compressor.
The cases analyzed in this article show that when an air system requires large quantities of air (ca. >100 m3/min) and air demand highly fluctuates during the day, the use of large variable speed screw compressors (300-400 kW and above) rarely represents the magic solution that is often claimed by some compressor manufacturers. Alternative technologies or solutions, like the centrifugal compressor with load-sharing control, often allow operators to realize much greater energy savings, despite the system air blow off.
In fact, centrifugal compressors can be more efficient than large, variable speed screw compressors even if they blow off 10-15% of their design capacity. Rather than evaluating if one compressor technology reduces compressed air blow off, it is recommended that operators evaluate the compressor’s efficiency over its operating range, i.e., at full load and partial loads.
First, it is important to know the system’s exact flow profile and flow spectrum to determine how much time the compressor will operate in one condition versus another, e.g., blowing-off some air vs. operating near its design capacity. For this reason, it is important to conduct an air assessment before starting any evaluation. The results must be read and interpreted correctly — and not exploited to justify the sale of a compressor!
Nevertheless, each case is customer-specific and several aspects that could influence the final choice should be considered: installation requirements, floor space, need for backup units and/or spare parts stock, system’s flexibility in case of different future production needs and initial capital investment. The initial capital investment was intentionally excluded from this study because the scope was to evaluate the systems from the energy consumption point of view only. The initial capital investment and payback period would drive the final decision. Without entering into pricing discussions or details, Solutions B and C are likely to have the lowest initial capital investments.
Compressed air dryers are important items to consider when evaluating the efficiency of a typical compressed air system. One of the keys to optimal system operation is ensuring the air is only dried to the level required by the actual needs of the facility. “In selecting dryers, always consider the required dewpoint and the initial price compared to total operating costs,” says Bill Scales, co-author of CAC’s Best Practices Manual and a certified Advanced Level instructor, “Higher quality air usually requires additional equipment and can lead to increased capital investment and possibly higher operating costs.”
For example, using standard uncontrolled heatless desiccant dryers may cost 3 to 4 times more than using a similar sized refrigerated dryer. “Significant energy can be saved if the plant is operating desiccant dryers when a properly designed refrigerated dryer installation would provide adequate air treatment. Even if desiccant dryers are needed, many plants that require -40F or better dew point are using the low initial cost heatless dryer technology which is the most expensive to operate,” says Jan Zuercher, Director of Air Systems for Quincy Compressor, and a certified CAC Fundamentals Instructor, “There are more energy efficient desiccant dryer technologies available today that offer excellent payback opportunities.”

Attendees of the Compressed Air Challenge, Fundamentals and Advanced training learn about the types of air dryers and the differing characteristics that affect system performance. The Compressed Air Challenge also has a number of resources available to those who are interested in learning more about compressed air dryers. The following is an excerpt from CAC’s “Improving Compressed Air System Performance: A Sourcebook for Industry”.
Compressed air system performance is typically enhanced by the use of dryers, but since they require added capital and operating costs (including energy), drying should only be performed to the degree that it is needed for the proper functioning of the equipment and the end use.
Single-tower, chemical deliquescent dryers use little energy, but provide a pressure dew point suppression of 15 to 50°F below the dryer inlet temperature, depending on the desiccant selected. They are not suitable for some systems that have high drying needs. The approximate power requirement, including pressure drop through the dryer and any associated filtration, but excluding the cost of replacement desiccant, is approximately 0.2 kW/100 cfm.
Refrigerant-type dryers are the most common and provide a pressure dew point of 35 to 39°F, which is acceptable for many applications. In addition to the pressure drop across the dryer (usually 3 to 5 psid), the energy to run the refrigerant compressor must be considered. Some refrigerant-type dryers have the ability to cycle on and off based on air flow, which may save energy. The power requirement, including the effect of pressure drop through the dryer, is 0.79 kW/100 cfm.
On larger dryers, cylinder head unloading is available (single and two-step) and offers improved part-load performance over conventional refrigerated dryers. Cylinder head unloaders allow discreet steps of control of the refrigerant compressor, just as unloaders allow capacity control of reciprocating air compressors.
Twin-tower, desiccant-type dryers are the most effective in the removal of moisture from the air and typically are rated at a pressure dew point of –40°F. In a pressure-swing regenerative dryer, the purge air requirement can range from 10 to 18 percent of the dryer’s rating, depending on the type of dryer. This energy loss, in addition to the pressure drop across the dryer, must be considered. The heated-type requires less purge air for regeneration, as heaters are used to heat the desiccant bed or the purge air. The heater energy must also be considered against the reduction in the amount of purge air, in addition to the pressure drop. Approximate power requirement, including pressure drop through the dryer, is 2.0 to 3.0 kW/100 cfm. Excellent savings can be gained with these types of dryers, if partially loaded, using dewpoint controls.
Heat-of-compression dryers are regenerative desiccant dryers, which use the heat generated during compression to accomplish desiccant regeneration. One type has a rotating desiccant drum in a single pressure vessel divided into two separate air streams. Most of the air discharged from the air compressor passes through an air aftercooler, where the air is cooled and condensed moisture is separated and drained. The cooled air stream, saturated with moisture, passes through the drying section of the desiccant bed, where it is dried and it exits from the dryer. A portion of the hot air taken directly from the air compressor at its discharge, prior to the aftercooler, flows through the opposite side of the dryer to regenerate the desiccant bed. The hot air, after being used for regeneration, passes through a regeneration cooler before being combined with the main air stream by means of an ejector nozzle before entering the dryer. This means that there is no loss of purge air. Drying and regeneration cycles are continuous as long as the air compressor is in operation.
This type of dryer requires air from the compressor at sufficiently high temperature to accomplish regeneration. For this reason, it is used almost exclusively with centrifugal or lubricant-free rotary screw compressors. There is no reduction of air capacity with this type of dryer, but an entrainment-type nozzle has to be used for the purge air. The twin-tower, heat-of-compression dryer operation is similar to other twin-tower, heat-activated, regenerative desiccant dryers. The difference is that the desiccant in the saturated tower is regenerated by means of the heat of compression in all of the hot air leaving the discharge of the air compressor. The total air flow then passes through the air aftercooler before entering the drying tower. Towers are cycled as for other regenerative desiccant-type dryers. The total power requirement, including pressure drop and compressor operating cost, is approximately 0.8 kW/100 cfm.
Membrane-type dryers can achieve dew points of 40°F but lower dew points to –40°F can be achieved at the expense of additional purge air loss.
Advantages of membrane dryers include:
Disadvantages of membrane dryers include:
The total power requirement, including pressure drop and compressor operating cost is approximately 3 to 4 kW/100 cfm.
The selection of a compressed air dryer should be based upon the required pressure dew point and the estimated cost of operation. Where a pressure dew point of less than 35°F is required, a refrigerant-type dryer cannot be used. The required pressure dew point for the application at each point-of-use eliminates certain types of dryers. Because dryer ratings are based upon saturated air at inlet, the geographical location is not a concern. The dryer has a lower load in areas of lower relative humidity, but the pressure dew point is not affected. Typically, the pressure drop through a compressed air dryer is 3 to 5 psi and should be taken into account in system requirements. Compressed air should be dried only where necessary and only to the pressure dew point required.
“Treatment equipment, including automatic drain traps, must be properly maintained to retain top quality results from air dryers and filters.”, says Bill Scales, “Often dryers are subjected to inlet or ambient air temperatures that exceed design specifications and will not produce the desired dewpoint or may even shut down. Sometimes, either water-cooled or air-cooled condensers have not been maintained causing the dryer to fail. There are occasions where the pressure drop across dryers or filters has not been addressed and the compressor discharge pressure has been increased leading to increased energy consumption.”
An important item to note when assessing air dryer performance is the part load efficiency of air dryers. Often air dryers are subject to part loaded conditions where the inlet flow, temperature and pressure, result in lower than rated moisture loading. Some types of dryers turn down their energy consumption in relation to this reduced moisture loading to save operating costs. Some assistance in determining the turn down of a refrigerated air dryer can be found in reviewing the CAGI dryer data sheets a sample of which is listed at http://www.cagi.org
Ingersoll Rand's Centac C800 centrifugal air compressor is an extension of the Centac C1000 product line. Certified as ISO 8573-1Class 0, the C800 is built to provide 100% clean, oil-free air.
The Centac C800 is designed with features to maximize asset availability including tapered polygon attachments to create a precision fit and evenly distribute torque and a simplified oil piping system with an integrated oil filter to keep the system running at ideal conditions. The compressor’s integrated AGMA rated gears, flex pad hydrodynamic bearings and components work to reduce vibration and error-proof alignment.
The optimized components and systems in the Centac C800 are designed to reduce energy use by up to 6% at full load. The backward-leaning impellers are designed with software and computational fluid dynamics that maximize peak efficiency and provide greater turndown. Furthermore, inlet guide vanes (IGVs) are standard on the new C800 delivering up to 10% additional energy savings at partial load.
Maintenance is easier on the C800 air compressor with a one-piece removable inducer, in-place roddable coolers, bull gear inspection ports, and open cooler casing which offer increased access to critical components. The fully configured compressor package also affords efficient installation — no special foundation or grouting required. The single inlet and outlet connections for cooling water also reduce installation time and cost.
The Nirvana Oil-Free air compressor, with a matching standard variable speed inverter and HYBRID PERMANENT MAGNETTM MOTOR coupled with a time-proven, oil-free, compression module, represents a stunning advance in compressor technology. The Nirvana Oil-Free rotary compressor provides unparalleled energy efficiency at all speeds and offers superb reliability. There are no motor bearings, pulleys, belts, couplings or motor shaft seals to wear out, leak or need replacing. Nirvana will lower your operating costs with its dynamic efficiency. Nirvana Oil-Free offers truly transcendent technology.
ISO 8573-1 edition 2, 2010 Class 0 100% oil-free air under all operating conditions, certified by TÜV Rheinland®
100% maintenance-free HPM motor with no bearings, pulleys, belts or couplings to wear out. Provides virtually unlimited starts and stops.
Designed for continuous operation at temperatures up to 46ºC (115ºF)
Molecularly-bonded UltraCoat coating on rotors and air passages delivers increased uptime and reduced energy costs
The Nirvana HPM motor requires significantly less power at start-up, never operates at more than full-load amps and shuts down at minimum speed reducing wasted energy
Eliminates the need for an expensive pre-cooler and maintains the optimum cooler operating temperature
Air or water-cooled options available
Empire offers two distinct approaches to achieve the best finishing solution for each robotic application. The first approach is a pre-engineered blasting system. These systems have two types of design layouts starting with two forms of pedestal-mounted robot machines and an inverted robot machine. Most applications fit these machines with the ability to process parts up to 2ft dia. x 2ft high. In each solution the robot is manipulating the blast nozzle. Each design includes a dc motor-driven 7th axis that can be upgraded to a servo-driven axis which provides the operator with infinite flexibly and more precision.
A main advantage of the pre-engineered system is that engineering costs are removed since it is predesigned. At the same time, a number of standard options are available that will cost less than custom-designed systems. Lastly, a pre-engineered system can be produced much faster that a custom-built solution.
Pre-engineered System
A custom-built system is used generally if a part is too large for a pre-engineered solution or if it is more desirable to manipulate the part instead of the nozzle. The customer may have a specific material handling need that is out of the range of the pre-engineered system capabilities.
Custom Design
To determine which approach is the best solution, Empire analyzes customer-supplied drawings and part dimensions, integration and support needs. The plant layout is reviewed and becomes part of the design criteria to ensure proper installation and efficient production. Empire arranges a meeting with the customer if necessary then provides a proposal.
Once the equipment is produced, a factory acceptance test is conducted at Empire’s facility. The customer visits Empire to test the equipment and receive operational and maintenance training. Once the test is complete and the equipment is approved, Empire’s service technicians can be provided to supervise the installation and startup as well as provide on-site training.
For over 50 years, Process & Power in Memphis, Tennessee has been the engineering solution when you need the job done right the first time, at a fair price.
Process & Power is a 71 year old Memphis based industrial sales and service company! Serving the MidSouth factories and industry with service, parts, rentals and rotating equipment. Thanks for your confidence in us and your business.
7:30 am - 4:30 pm Monday through Friday
(901) 362-5500 • (800) 264-8939 • Fax (901) 365-3566
1721 Corporate Avenue • Memphis, TN 38132
Copyright © 2023, Process & Power Incorporated. All rights reserved.
Website Design by Lime Group, LLC