Buying Guide Why buy an Air Compressor?
/Compressed air is one of the most versatile and useful forms of energy available. As a result, an air compressor is one of the most effective and cost efficient pieces of equipment you will ever own. With an air compressor you can complete your construction, maintenance, automotive repair, hobby, and craft projects faster than with traditional tools.
-
Air tools last longer
-
Air tools have variable speed and torque control
-
Accidental air leaks release no contaminants
- High ratio of power to weight in air tools contributes to low operator fatigue
- Air tools run cooler - they do not generate heat in performing work
- Air tools have no fire hazard and no electric shock potential compared to electric tools
There are two steps when choosing an air compressor:
- Step #1. Determining where you will use the compressor
- Step #2. Determining your power requirements
Step 1 - Determining where will you use your compressor
Air compressors are available in several different types. The two main types are portable and stationary, each has advantages and disadvantages.
Portable Compressors
Portable compressors are just that, portable. They provide you the flexibility to have compressed air anywhere. Portable compressors are often used for activities that range from inflating sports equipment and inflating air mattresses to powering nail guns and impact wrenches.
Stationary Compressors
Stationary compressors don't move from site to site. They are larger and typically offer more power then a portable compressor. In part this is because of the increased tank size. The larger the tank size the greater the volume of air being stored, which means more stored cubic feet. The more cubic feet that are stored the easier it is for a compressor pump to deliver and maintain CFM's at the desired PSI.
When choosing your compressor you should also consider the power source you need for running it. Air compressors can be powered by either an electric motor or a gas engine. Adding a gas engine to run a compressor gives you the freedom to have compressed air virtually anywhere. These types of compressors are typically used at construction sites where electricity is not readily available. While adding a gas engine gives you more flexibility to where it can be used the engine does increase the overall size/weight which may reduce the ability to transport the unit. Some self-powered contractor compressors have a "wheelbarrow" style making them easier to move. Also available is a truck mounted, gas powered compressor for the most demanding jobsite needs.
Step 2 - Determining your power requirements of an air compressor
There are two main considerations with regards to air compressor power requirements; determining the air flow required and selecting the tank size.
Air flow required
Compressors are measured in two main ways, PSI (pounds per square inch) and deliverable CFM (cubic feet per minute). These measurements determine the effectiveness of the air compressor in different situations. When selecting a compressor you need to identify the PSI and CFM requirements of your air tools. If you will only be using one tool at a time use the tool with the highest PSI and CFM requirement. If you intend to run multiple tools at the same time you will need to total the CFM's required by each tool.
The key is to choose an air compressor that exceeds the PSI and CFM airflow requirements of your highest rated air tool. That way you're sure to not be under-powered. The best results are obtained when you purchase a compressor with 1.25 to 1.5 times more CFM airflow at the recommended PSI than your air tool(s) require. This method will ensure the performance of your air tool(s) will be maintained without over working the compressor and losing efficiency.
Examples
Single tool use: If a 1/2" impact wrench requires 5.0 CFM @ 90 PSI, then the compressor should deliver between 6.25 - 7.5 CFM @ 90 PSI.
Multiple tool use: If you plan to run more than one tool at the same time, you must add the CFM of each tool together to determine your needs. If your compressor needed to power a Cut Off Tool (4 CFM @ 90 PSI) and a High Speed Grinder (4 CFM @ 90 PSI) you should look for a compressor that can deliver 10 - 12 CFM @ 90 PSI or higher.
Powermate Air Tools Approximate CFM Requirements
| Tool Type | Req. CFM's | Tool Type | Req. CFM's | Tool Type | Req. CFM's |
|---|---|---|---|---|---|
| Angle Disc Grinder | 6 CFM | Dual Action Sander | 6 CFM | Ratchet 1/4" | 3 CFM |
| Air Drill 1/2 | 4 CFM | Grease/caulking Gun | 4 CFM | Ratchet 3/8" | 4 CFM |
| Air Drill 3/8 | 4 CFM | High Speed Grinder 5" | 4 CFM | Sand Blaster (3 gallon) | 4 CFM |
| Butterfly Impact | 3 CFM | Impact Wrench 1/2" | 5 CFM | Spray Gun (commercial) | 6 CFM |
| Chisel/Air Hammer | 4 CFM | Impact Wrench 3/4" | 7 CFM | Spray Gun (HVLP) | 18 CFM |
| Cut Off Tool | 4 CFM | Nailer | 1 CFM | Straight Line Sander | 7 CFM |
| Die Grinder | 8 CFM | Orbital Jitterbug Sander | 6 CFM |
Note: All air tools are rated on an intermittent (start/stop) usage factor. Some intermittent tools, like an air nailer, may require specific PSI to properly function. Keep in mind that air tools such as grinders, sanders and sandblasters are considered continuous running tools and require a larger air compressor that provides higher CFM. Refer to specific air tool specifications for complete requirements.
Tank Sizes of Compressors
Air compressors work primarily from air stored in the storage tank. As a result the amount/volume of compressed air a compressor will hold impacts how well certain tools will work. Additionally once the tank is filled, a larger tank compressor will not have to run as much to maintain the CFM's provided the compressor pump can produce more CFM's than you are using.
In general if you will be using air tools that require continuous air, than you should consider a larger tank. If you are planning to use air tools that will only require intermittent running, your compressor can have a smaller tank size. Having a large enough tank and pump that can produce enough CFM's for the tools you plan on running is important. A complete listing of air tool consumption is available on the Powermate web site - www.powermate.com.
Tank Styles of Compressors
The style of tank will depend on the type or power requirements of your compressor. Tank orientation will not effect performance, it is strictly an issue of floor space, overall compressor size and when applicable, portability.
Portable compressors have several different tank styles. There are many different portable tank styles. Which one is right for you will depend on the power requirements of the tools you will be using (listed above) and the type of portability that best fits your needs.
 Hand Carry: small capacity, can be hand carried, typically 1-2 gallons
Hand Carry: small capacity, can be hand carried, typically 1-2 gallons Hotdog: small capacity, horizontally orientated, typically 2-3 gallons
Hotdog: small capacity, horizontally orientated, typically 2-3 gallons Pancake: small capacity, low profile tank, typically 4-6 gallons
Pancake: small capacity, low profile tank, typically 4-6 gallons Pontoon: twin horizontal tanks, located at the bottom/base of the compressor unit
Pontoon: twin horizontal tanks, located at the bottom/base of the compressor unit Stacker: twin horizontal tanks placed above each the other (stacked)
Stacker: twin horizontal tanks placed above each the other (stacked) Wheelbarrow: twin tanks running the length of compressor, portability is similar to a wheelbarrow.
Wheelbarrow: twin tanks running the length of compressor, portability is similar to a wheelbarrow. Horizontal Portable: larger capacity, wide, longer tank, typically 10-25 gallons
Horizontal Portable: larger capacity, wide, longer tank, typically 10-25 gallons Vertical Portable: larger capacity, taller tank, typically 10-30 gallons
Vertical Portable: larger capacity, taller tank, typically 10-30 gallonsNote: Refer to your specific compressor model for operating PSI and CFM's
Stationary compressors are available with either a vertical or a horizontal tank. If the location of your compressor has limited floor space a vertical tank may be a better fit over a horizontal tank.
 Stationary Vertical tank size from 60 - 80 gallons
Stationary Vertical tank size from 60 - 80 gallons Truck Mounted Gas engine powered 50 gallon tank
Truck Mounted Gas engine powered 50 gallon tank Stationary Horizontal tank size from 50 - 120 gallon
Stationary Horizontal tank size from 50 - 120 gallonNote: Refer to your specific compressor model for operating PSI and CFM's
FAQ's
Should I buy a gas or electric powered compressor?
Air compressors can be powered by either an electric motor or a gas engine. Which one is right for you will depend on where you plan on using it. If you might need to use it where electric power will not be available then the convenience of a gas powered compressor may be the right choice. While gas powered compressors offer flexibility to where they are used they are not designed to be used indoors, they require overall more maintenance (oil changes, refilling with gas) and are higher priced than compressors with the same horsepower electric motors.
I have seen Single Stage and Two Stage compressors, what's the difference?
Single Stage and Two Stage is in reference to the compressor pump type. The pump takes the ambient air and compresses it into the tank. In general Single Stage pumps can deliver up to 155 PSI and have CFM ratings shown below 100 PSI. Single Stage pumps compress the air directly into the tank. Two Stage pumps can deliver 175 PSI or more and have CFM ratings at 100 PSI and above. Two Stage pumps compress the air in the first stage then pass it to the second stage where it is compressed again. Determining your air requirements will determine if you need a Single Stage or Two Stage pump.
How large of a tank do I need?
Tank sizes are measured in gallons. In general, if your air tool requires short, intermittent bursts of air (nailer/stapler) then a smaller tank size can be used. When using air tools that run for longer periods of time (air sander, grinder, etc) then a larger tank will be required. Compressors will have a deliverable CFM at a specific PSI rating. These ratings are based on the engine/motor horsepower, pump capacity and tank size. We have already calculated the CFM @ PSI of our compressors, you just need to determine what air tools you will be powering as discussed above.
Air System Analysis and Optimization
/Plant Air Audit
We go beyond the components of an air system and find solutions to operating issues every air consumer faces. The problems associated with operating a modern compressed air system are complex and often camouflaged to the untrained eye. Our professional Air Audit can help by addressing the total process of producing compressed air... not just the compressors. It's about looking at compressed air as your fourth utility, and making it as dependable as your electric, water and gas services. A professionally conducted Air Audit will help you define system problems, whether they are in demand, distribution or supply, allowing you to develop cost-efficient solutions that meet your return on investment goals. Our Air Audits help operators optimize their systems, often resulting in turning off compressors!
Optimizing Your System After an Audit
The ability to optimize a compressed air system comes from years of being in the business. Air Compressor Engineering can optimize your system to save you energy costs, reduce maintenance and make your air system more reliable. Optimization involves ensuring that each piece of equipment in the air system is working properly and each component is tuned to work efficiently with all parts of the system.
Sometimes it's What You Don't Know that Hurts You
Consider the following:
- Operating costs of compressed air systems can be reduced by 10-50%of their current levels or more! Compressed air is often one of the biggest users of energy in most plants.)
- Productivity can be improved by eliminating such problems caused by compressed air such as poor product quality or reduced plant output due to low air pressure, poor air quality or unreliable operation.
- Future capital spending can be cut back by getting the existing system to run more effectively. The truth is that most systems have too much capacity and it’s the lack of information and the lack of an appropriate strategy that forces customers to buy more compressors when problems arise. The problem is overcome with power.
Face it. We're all being squeezed to maximize shareholder value. One of the last places anyone has looked has been their compressed air system. Well, people are looking there now.
In the past, our customers have asked us to build the most reliable, efficient, low maintenance compressed air system components in the industry. We’d like to think we’ve done that. However, it takes more than good componentry to maximize productivity while minimizing operating costs. It takes world class integration. That's where we're going.
Best of all, we can often uncover these lost opportunities without any risk to you with a free feasibility study. Attached is a list of thought provoking questions that are worth taking five minutes to consider. If your company is like most, your answers will reflect that there are significant opportunities in your facility.
Our service capabilities run from simple leak detection to full system audits. Please call if we can answer any questions regarding our services. We hope that we can help you reduce your operating costs and improve productivity.
Useful Questions to Consider
- Does your demand for compressed air change throughout the production day? First, second, and third shifts? Weekends?
- Do you believe your compressed air system meets all process demand requirements at the highest efficiency possible?
- Is the quality of your compressed air negatively affecting your production? Has the financial impact ever been estimated?
- Are there product quality issues that could be traced back to air quality, quantity or pressure?
- Have you experienced any system downtime due to compressed air? Was the cost per hour ever calculated?
- Would you say your system pressure fluctuates or is very stable during the production day? Would stable pressure be a benefit to your process?
- Has your plant output kept up with your compressor capacity? If the compressor capacity has grown faster than the output, why?
- Do you realize that an extra psi of pressure could easily require 20%, 30% or 40% more energy if it turns on another compressor?
- Have you ever evaluated your entire compressed air system to ensure that it is operating at peak performance? Leak loads on plants typically range from 10-40% of the entire load. Where in that range is your plant?
- How much would 20-50% of your current operating costs mean to the company’s bottom line? Given your existing profit margins, how many more unit sales would the facility have to do to realize those same profits?
Optimize a Compressed Air System with Highly Fluctuating Air Demand
/By Nicola Piccardo, Global Product Manager, Ingersoll Rand
Abstract
When an air system requires large quantities of air (ca. >100 m3/min) and air demand highly fluctuates during the day, it is common belief among end-users that large variable speed screw compressors can deliver significant savings opportunities by precisely matching the compressed airflow to the system’s demand.
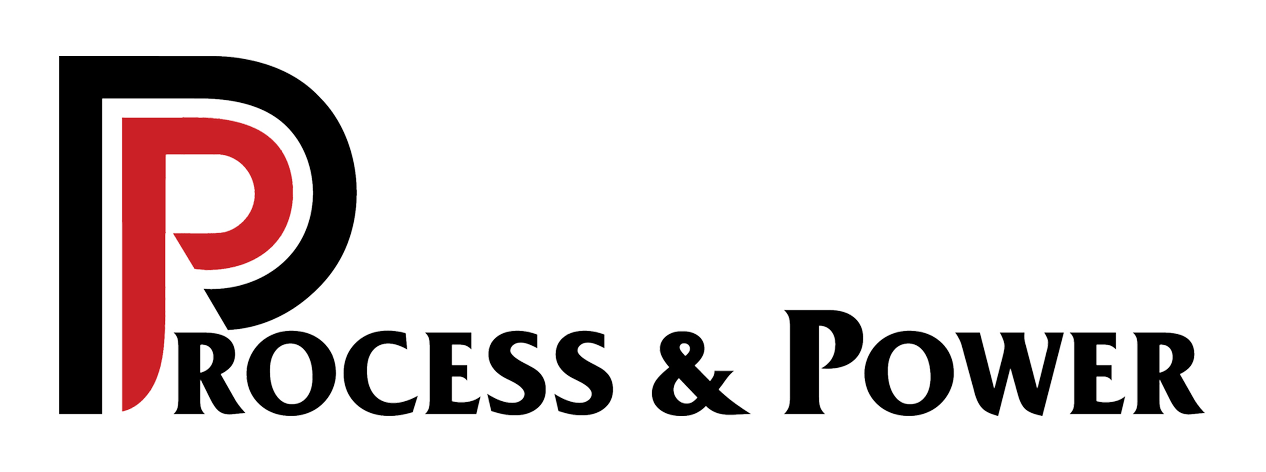
Consider the case depicted in Fig. 1 as an example. Where the daily flow demand has a variability of up to 90% of the maximum air demand, the study compares the energy consumption of six alternative solutions in terms of number of installed compressors, compressor sizes and types of compression technologies (i.e., oil free centrifugal and oil free rotary).
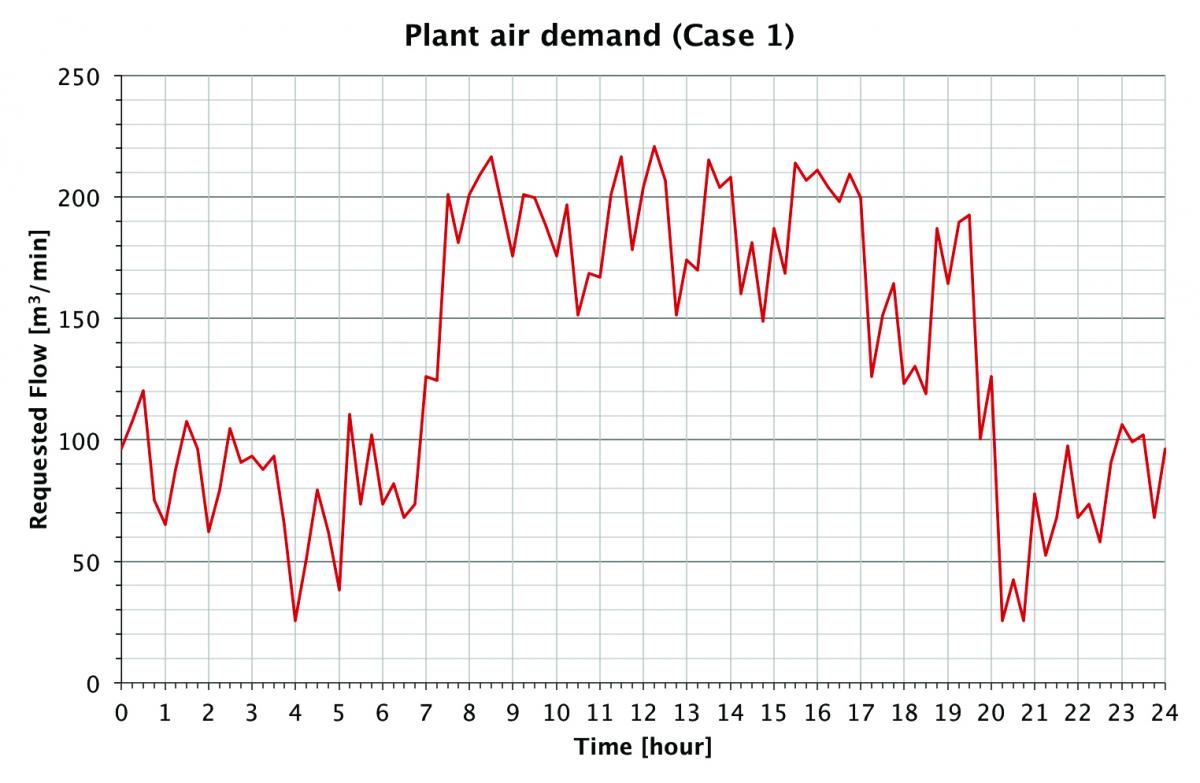
Fig. 1: High variability (90 percent) flow profile for a 24-hour time period.
The influence of an air compressor’s control system and its different control logics is also taken into consideration in the analysis.
The energy consumption of the same six solutions are then compared with different air demand patterns to simulate the behavior of the six systems in the case of varying production needs (i.e., other four daily air demand patterns with different variability are also considered).
Selecting the Right Compressed Air Solution
There are different compression technologies and each one can have its own advantages and disadvantages, depending on the particular application, operating range, power, capacity and other aspects.
Nevertheless, when an air system requires large quantities of air and air demand highly fluctuates during the day, it is a common belief among end-users that only the use of large, variable speed screw compressors can deliver great saving opportunities by exactly matching the flow of the compressed air delivered to a system’s demand.
The purpose of this study is to compare and evaluate six different compressed air solutions when air demand is highly fluctuating. The study considered five variable flow profiles, as depicted in Fig. 1 to 5, to define some guidelines to help end-users select the best system for their application.
Related Case Studies
In Case No. 1 (Fig. 1-2), the air demand highly fluctuates between night and day shifts, from approximately 30 m3/min to 220 m3/min, which represents a variability of 90 percent of the flow.
Fig. 2 further defines the flow profile in Case No. 1. The y-axis represents the request flow as an absolute figure on the left, and as a percentage of the maximum requested system flow on the right. The x-axis shows the time as a percentage of the total observation period. Given this data, the researcher can deduct that the plant represented in Case No. 1 operates below the average flow almost 50% of the time. This flow spectrum is typical of a production site with two six-hour night shifts with low air demand and two six-hour day shifts with high air demand.

Fig. 2: High variability (90 percent) flow spectrum
The other four cases analyzed are depicted in Figures 3 to 6 and are representative of:
Case No. 2 (Fig. 3): Another highly variable spectrum with 90% of variability but compared to Case No. 1, less than the average flow is requested for only 30 percent of the time. This spectrum is typical of a production with one eight-hour night shift with low air demand and two eight-hour day shifts with high air demand.
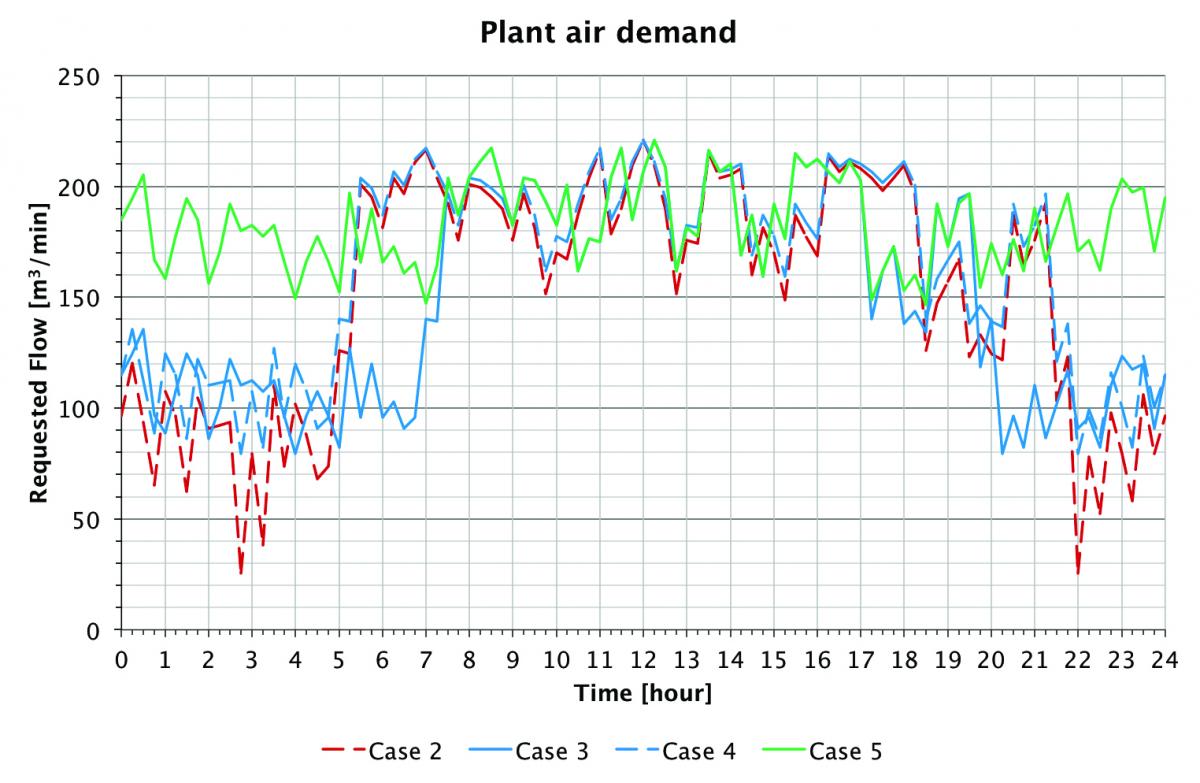
Fig. 3: High variability (90 percent) flow profile for medium time
Case No. 3 (Fig. 4): Similar to Cases No. 1 and No. 2 but with lower variability than before (ca. 65 percent of maximum flow instead of 90 percent). To differentiate it from the previous two cases, we call this a case with medium variability. As for Case No. 1, this variability occurs for a long time, as less than the average flow is requested for approximately 50 percent of the time.
Case No. 4 (Fig. 5): A medium variability flow pattern (ca. 65 percent of maximum flow, like Case No. 3); compared to Case No. 3, less than the average flow is requested only 30 percent of the time.
Case No. 5 (Fig. 6): A low variability flow pattern with a variability of only approximately 30 percent of the maximum flow all day long, representative of 24 hours per day — almost constant production.
Energy-Saving Compressor Solutions
From the energy consumption point of view, there are six alternative compressor solutions for the situations described in Cases 1-5:
- Solution A considers one centrifugal compressor and one large (700 kW) variable speed screw compressor whose maximum flow is half of the system’s maximum flow demand.
- Solution B uses two centrifugal compressors whose maximum flow is half of the maximum system’s flow demand. It is known that centrifugal compressors can be designed for best efficiency with a smaller regulation range or a wide regulation range, also called turndown, with lower design efficiency. In this second solution, compressors are designed for peak efficiency and have the latest and most efficient load-sharing control.
- Solution C utilizes two centrifugal compressors designed with wide regulation range. Also in this solution, like for all the following solutions with multiple centrifugal compressors, the centrifugal compressors have a load-sharing control since this control system always allows reduction in the blow-off of the centrifugal compressors by extending the system’s regulation range.
- Solution D considers three centrifugal compressors whose maximum flow is one-third of the system’s maximum flow demand. It is designed for wide turndown and load-sharing control.
- Solution E considers mixed technologies, but in this case there are two centrifugal compressors with load-sharing control and one small (160 kW) variable speed screw compressor. In this scenario, the compressors are not controlled by a scheduler. This means that the small variable speed screw compressor is used only to cover peak air demands.
- Solution F utilizes the same compressors as in E, but in this case the three compressors are controlled by a scheduler. The scheduler allows the system to operate — for example, to load, unload or switch-off — each compressor according to a predefined schedule in order to optimize the system from various points of view; in this case, from the energy consumption point of view.
Coming back to our original flow profile in Fig. 1, Solution A — with one centrifugal compressor and one large variable speed rotary compressor — can exactly match the flow requested by the system. For this reason, it is an unbeatable combination as there is no wasted air. Nevertheless, what we have to establish is whether it is also the most efficient solution from an energy consumption point of view. The use of one single centrifugal compressor with a maximum flow equal to the maximum system demand is not a viable solution due to the large amount of wasted air, as shown in Fig. 4. For this reason, this configuration was not listed among the previously discussed solutions.
Fig. 4: Air blow-off with only one 220 m3/min centrifugal compressor
When multiple centrifugal compressors are installed in a system, it is possible to reduce the blow-off of the centrifugal compressors with the installation of a load-sharing control system. Figs. 8 and 9 show the difference, in terms of regulation range of two identical compressors, whose maximum flow is half of the system’s maximum air demand, without and with a load-sharing control system.
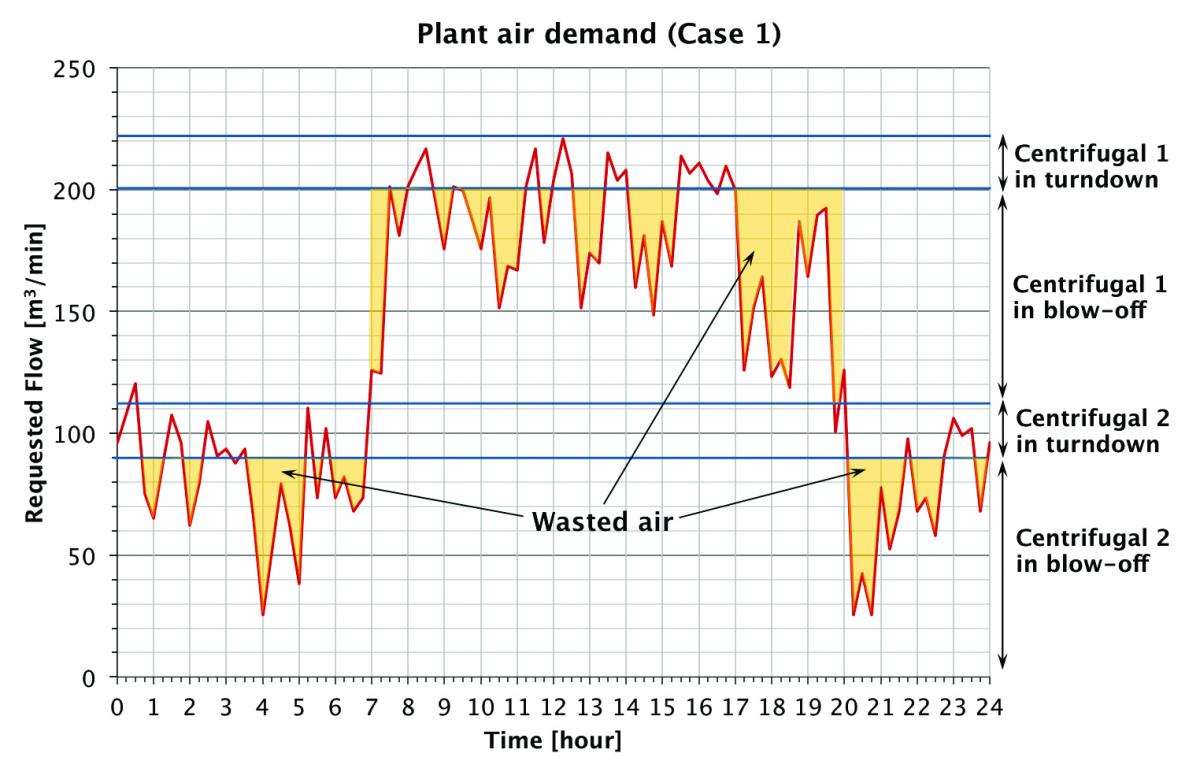
Fig. 5: Air blow-off with two 110 m3/min centrifugal compressors without load-sharing control
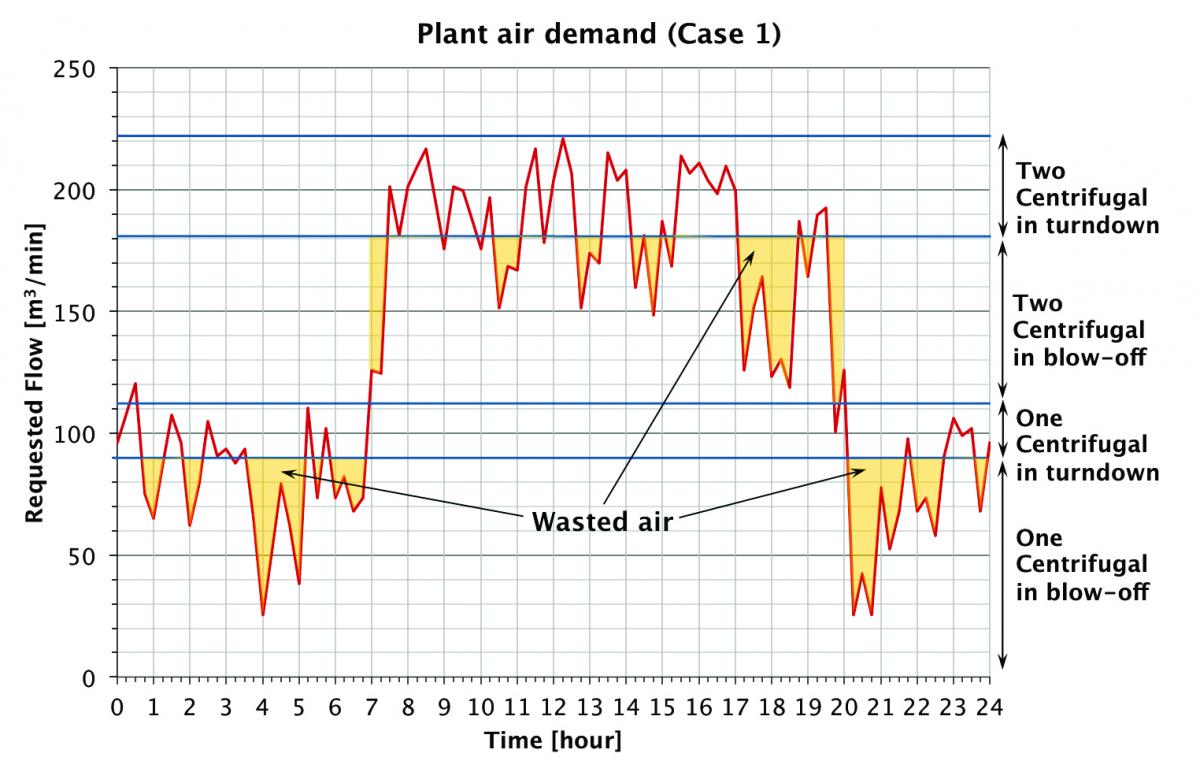
Fig. 6: Air blow-off with two 110 m3/min centrifugal compressors with load-sharing control
In the case of variable flow demand beyond the natural regulation range — also called “turn-down” — of a centrifugal compressor, the use of a state-of-the-art load-sharing control system is always beneficial when two or more centrifugal compressors are used in a system, since air blow-off is reduced.
Each of the solutions described in Solutions B to F allows the system to have a different amount of wasted air. In some cases, like Solution F (Fig. 7), the air blow-off is minimal. It is very close to the zero blow-off in Solution A, using one centrifugal com¬pressor and one large variable speed screw compressor. Nevertheless, it is not the minimization of the air blow-off that determines the best systems but the minimization of energy consumption.
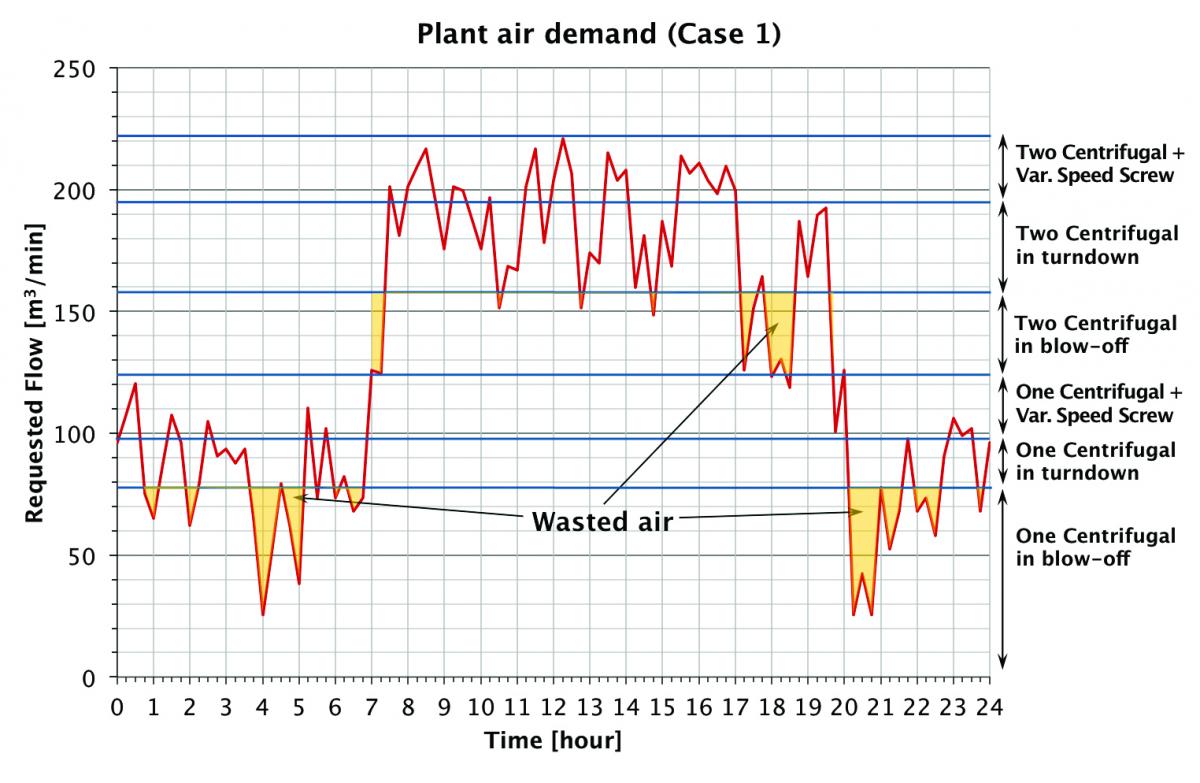
Fig. 7: In Solution F, air blow-off with two 100 m3/min centrifugal com¬pressors designed for peak efficiency with load-sharing control plus one 25 m3/min (160 kW) variable speed screw compressor with scheduler
Considering the performances at a pressure of 8 barg for each of the compressors used in Solutions A to F, Fig. 8 shows the comparison of the daily energy consumption for the flow pattern of Case No. 1 with high variability for a long time. It also shows the relative efficiency between Solution A — the unbeatable solution — and the other five solutions. The efficiency of Solution A is taken as a reference and equals 100.
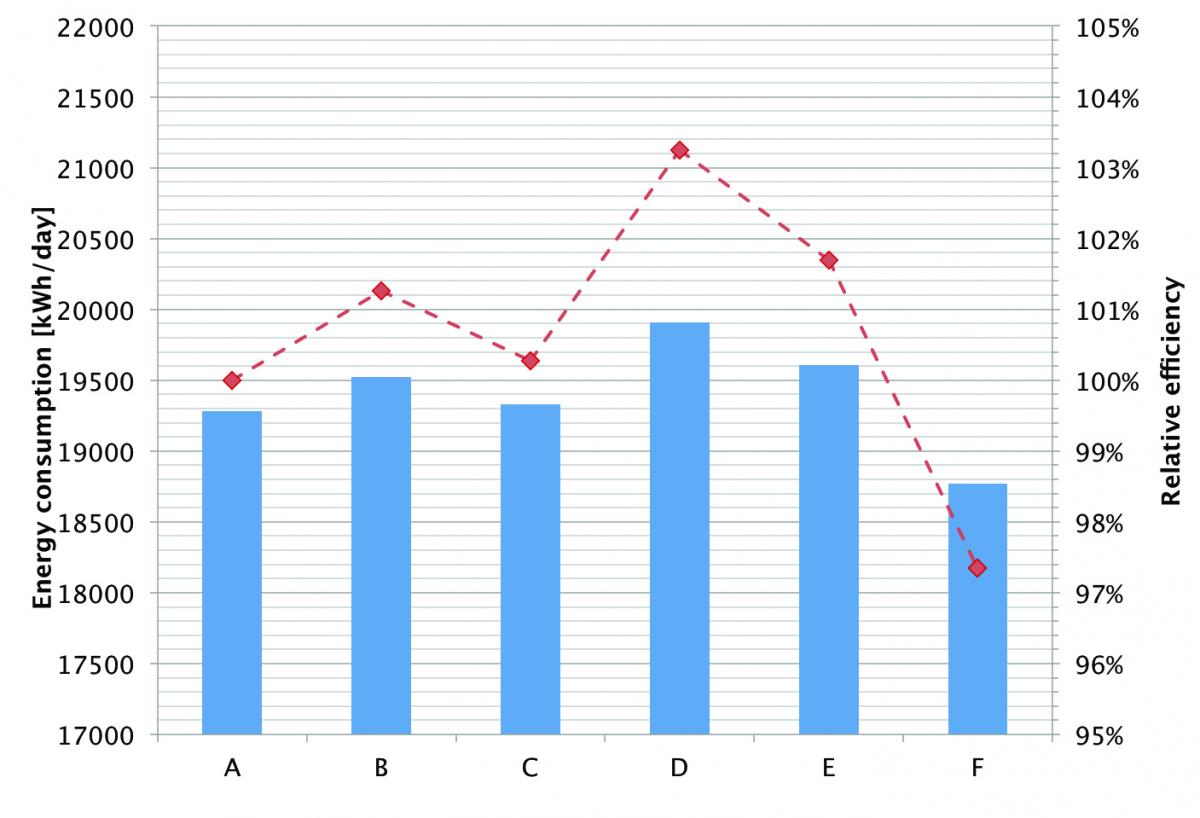
Fig. 8: Systems comparison, daily energy consumption
Solution A is not the unbeatable solution, but Solution F — composed of two centrifugal compressors with load- sharing and one small 160 kW variable speed screw compressor with a scheduler — is the best solution in terms of energy conservation. Solution F allows the user to save almost 3% compared to Solution A.
Solution C — configured with two centrifugal compressors designed with wide regulation range and load-sharing control — despite some air blow-off, is only 0.3 percent lower efficiency than Solution A; therefore, it is a preferable option from an operating point of view. In fact, if we consider 300 operating days per year and an average energy cost of 0.10 €/kWh ($0.13/kWh), Solution A allows operators to save only 1500 € ($19,500) per year versus Solution C. These savings do not justify this system’s operating disadvantages: Solution A utilizes two compressors with completely different spare parts, and if a backup compressor is needed, only one can be chosen, which does not guarantee the same operating efficiency. Solution C, using two identical centrifugal compressors, eliminates both of these problems.
Fig. 9 shows the annual pure energy costs comparison¹ of the six compressor solutions in case of an airflow pattern, as per Case No. 1. Another important consideration is to evaluate the behavior of the six solutions in case future production changes affect daily air consumption.
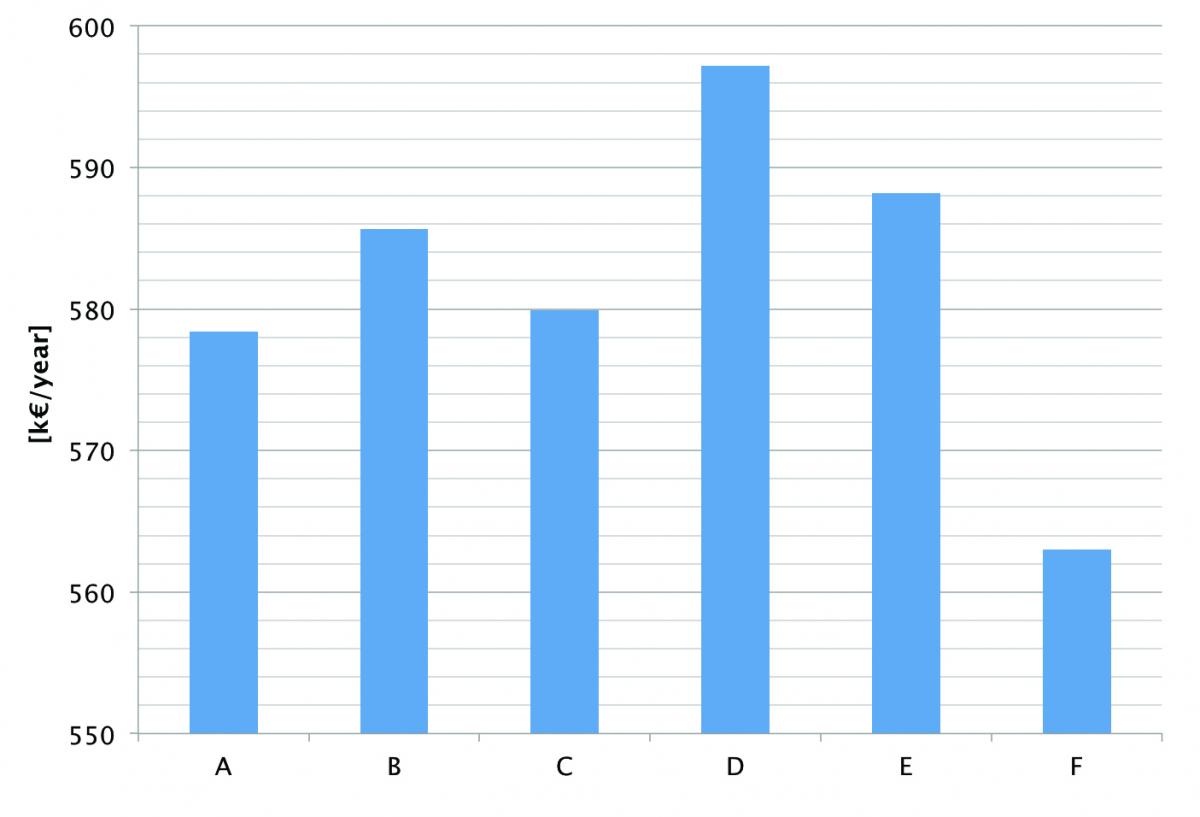
Fig. 9: Yearly energy costs comparison in Case No. 1.
The flow patterns in Cases No. 2 to 5 represent different variable airflow profiles under various production conditions, which cover almost all the solutions — from the most variable to the least variable — as depicted in Figs. 3 to 6.
Table 1 summarizes the relative efficiencies between Solution A and the other five solutions with variable flow profiles, as in Cases No. 1 to 5.
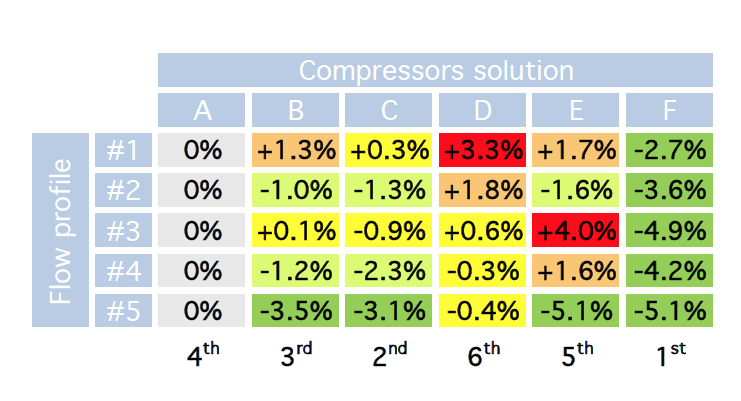
Table 1: Energy efficiency comparison: The efficiency of Solution A is used as a reference. Negative red or orange percentages indicate that the system is less efficient than Solution A, and positive and green figures indicate that the system is more efficient than Solution A. Yellow means the two systems are more or less equal. The last row shows the ranking of the six solutions considering the system’s efficiency (or yearly energy costs), flexibility and ease of operation, i.e., common spare parts and an equally efficient backup compressor.
Consider again compressor performances at a pressure of 8 barg, 300 operating days per year, and an average energy cost of 0.10 €/kWh ($0.13/kWh). Solution F allows operators to save 15000 € ($19,500) per year in Case No. 1 and approximately 40000 € ($52,000) per year in Case No. 5, compared to Solution A. Solution C has slightly higher energy costs, about 1500 € ($1,950) per year in Case No. 1, but in Case No. 5 it allows approximately 25000 € ($32,500) per year in savings compared to Solution A. Evaluating Case No. 1, a person may wonder how Solution A — which is able to deliver exactly the airflow requested by the system without any air blow-off — has almost the same efficiency as Solution C. The answer is revealed in Figs. 13 and 14.
Fig. 10 compares the specific power at 8 barg of different centrifugal models with large variable speed screw compressors². A 75 m3/min centrifugal compressor working at the design point is 19% more efficient than a 500 kW variable speed screw compressor; a 115 m3/min centrifugal compressor is 14% more efficient than a 700 kW variable speed screw compressor; and a 140 m3/min centrifugal compressor is 19% more efficient than a 900 kW variable speed screw compressor.
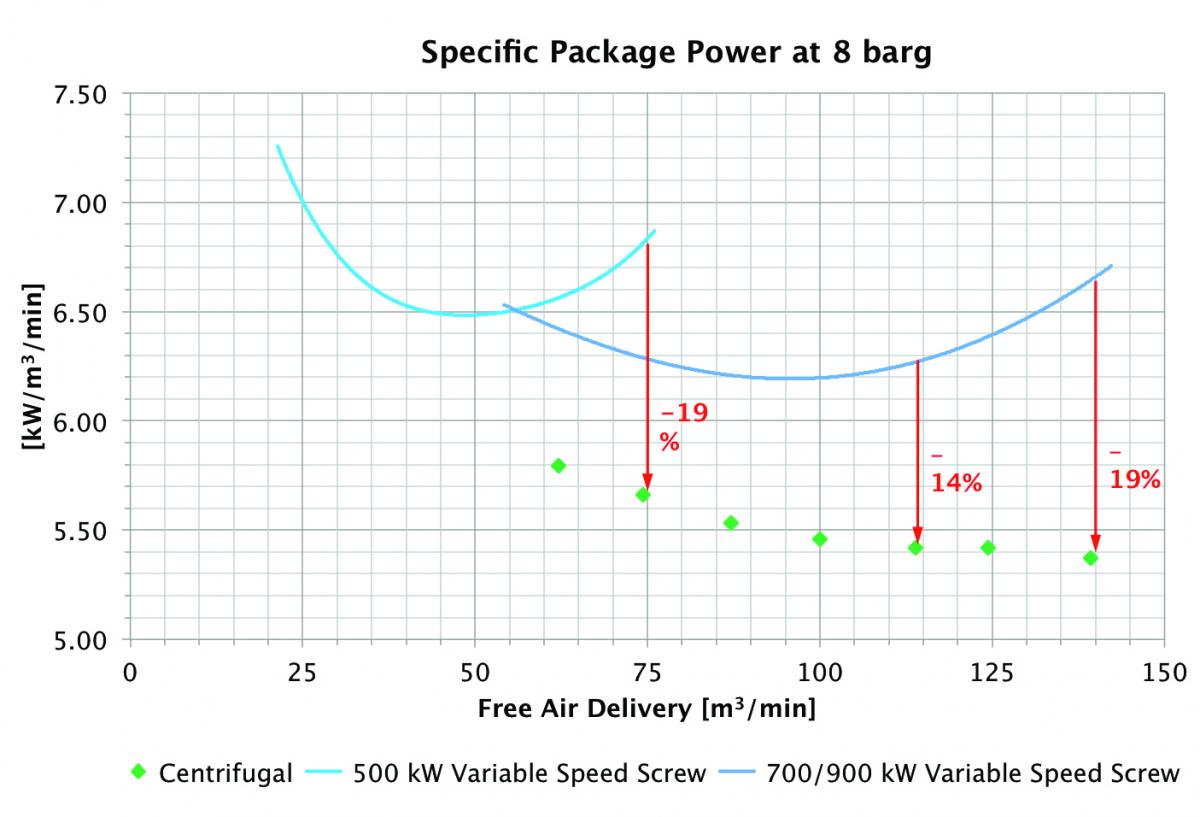
Fig. 10: Specific package power comparison at 8 barg
The energy saved against the variable speed screw compressor when the centrifugal compressor works near its design point, or in general in its full regulation range, compensates for the energy that is wasted from centrifugal compressor blow-off. In fact, if we plot the specific package power of the 115 m3/min centrifugal compressor used in Solution C, both in its regulation range and also when blowing-off (Fig. 11), we see that the specific power remains better for a range even wider than just the regulation range.
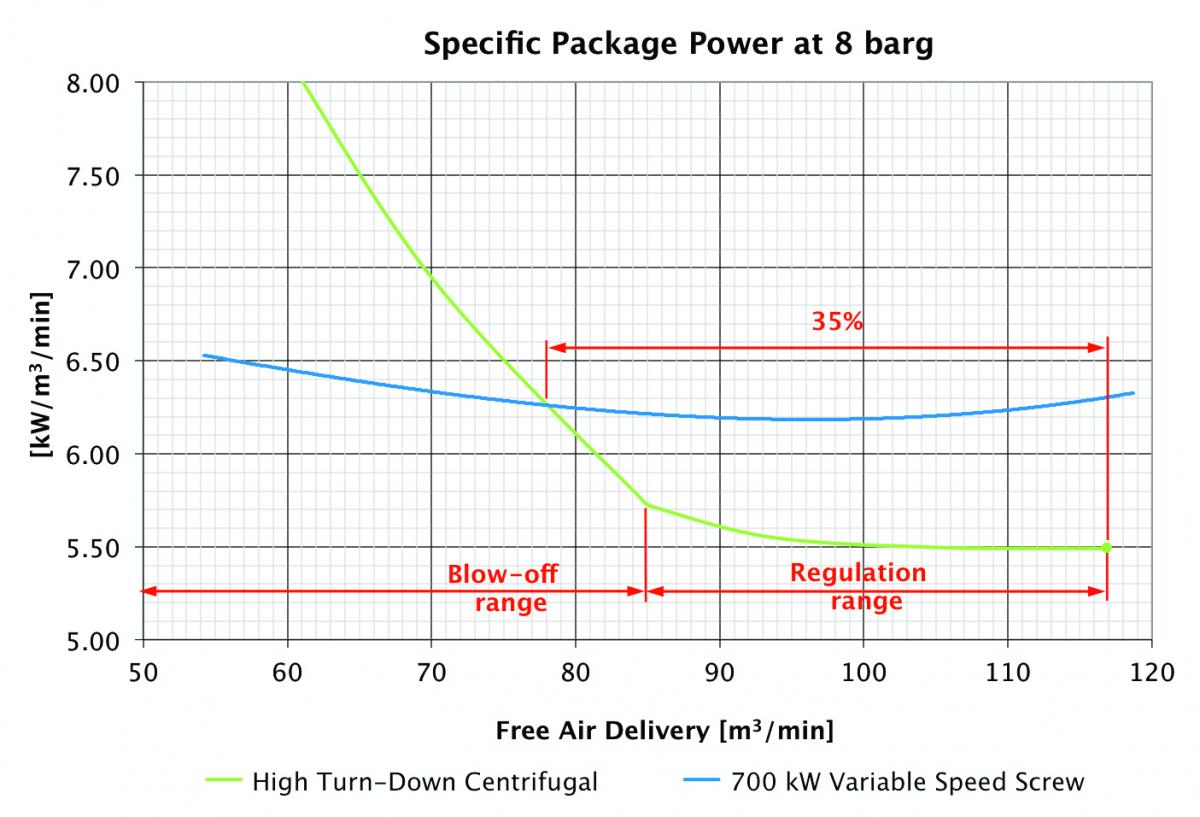
Fig. 11: Specific package power comparison at 8 barg over the full operating range
Considerations for Centrifugal Compressors
In summary, only the knowledge of the real weight or balance, in terms of percentage of time or variable operating conditions, allows operators to determine if the large variable speed screw air compressor is right for the system. This is an important concept that is often neglected or misunderstood. We will use another real case to clarify this concept.
There was a customer with five old 4 barg centrifugal compressors of various sizes ranging from 70 m3/min to 120 m3/min. Last year, he decided to update the compressor room to reduce operating costs. He said an audit was performed and the first step was to improve their system’s efficiency. To accomplish this, he decided to replace one centrifugal compressor with a 500 kW variable speed screw air compressor.
After further investigation, they determined that some mornings between 8-10 a.m., the manufacturer had to shut down one production line to prepare for the type of glass to be produced the following day. During these two hours, they had an excess of air of 60 m3/min. Since the old centrifugal compressor was able to regulate only 20 m3/min, the centrifugal compressor was blowing off 40 m3/min of air. By replacing this compressor with a 500 kW variable speed screw compressor, he said they would have been able to avoid any blow off, improving the system’s efficiency and reducing the operating costs.
Unfortunately, this was an incorrect and misleading approach. It is true that a 500 kW variable speed screw compressor would avoid blow-off during the plant’s downtime, but the customer did not consider a real performance comparison as shown in Fig. 12. The customer should have conducted an energy cost comparison between a new, two-stage centrifugal compressor and the desired two-stage 500 kW variable speed screw compressor.
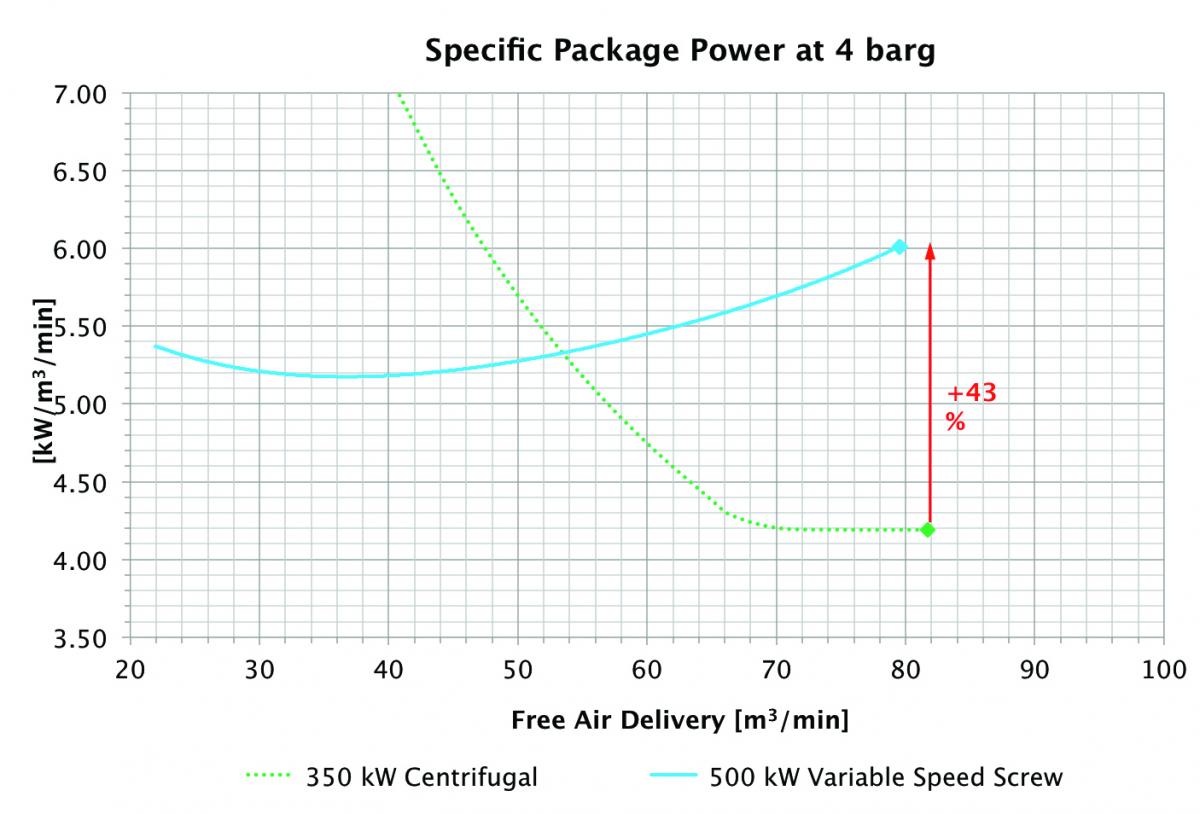
Fig. 12: Specific package power comparison in regulation range at 4 barg
It can be deducted from the compressor’s data sheets that at an operating pressure of 4 barg, a 500 kW variable speed screw compressor is 43% less efficient than an equivalent centrifugal compressor. Even if the centrifugal compressor is blowing off 13 m3/min, it is more efficient than the variable speed screw compressor.
To determine the best machine for the application, the customer should have evaluated the cost of blowing-off 40 m3/min for two hours per day and calculated the extra cost of using a compressor that is 43% less efficient the remaining 22 hours of the day.
The calculations reveal:
Cost of blow-off:
40 m3/min × 4.3 kW/m3/min × 2 h/d × 350 d/y × 0.10 € ($0.13)/kWh ≈ 12.000 € ($15,600)/year
Extra cost for compressing 80 m3/min for 22 hours/day with a 43% less efficient compressor:
80 m3/min × (6.0 - 4.2) kW/m3/min × 22 h/d × 350 d/y × 0.10 € ($0.13)/kWh ≈ 110.000 € ($144,000)/year³
To avoid wasting 12.000 € ($15,600)/year due to the blow-off during scheduled down time, the customer would have spent 110.000 € ($144,000)/year more, running a 43% less efficient compressor for the rest of the day. Even if we consider that 22 hours/day the variable speed screw compressor does not always work at full load, the difference is so large that it would be hard to affirm that the customer would have saved energy and money by buying a 500 kW variable speed screw compressor instead of a new centrifugal compressor.
Conclusions
The cases analyzed in this article show that when an air system requires large quantities of air (ca. >100 m3/min) and air demand highly fluctuates during the day, the use of large variable speed screw compressors (300-400 kW and above) rarely represents the magic solution that is often claimed by some compressor manufacturers. Alternative technologies or solutions, like the centrifugal compressor with load-sharing control, often allow operators to realize much greater energy savings, despite the system air blow off.
In fact, centrifugal compressors can be more efficient than large, variable speed screw compressors even if they blow off 10-15% of their design capacity. Rather than evaluating if one compressor technology reduces compressed air blow off, it is recommended that operators evaluate the compressor’s efficiency over its operating range, i.e., at full load and partial loads.
First, it is important to know the system’s exact flow profile and flow spectrum to determine how much time the compressor will operate in one condition versus another, e.g., blowing-off some air vs. operating near its design capacity. For this reason, it is important to conduct an air assessment before starting any evaluation. The results must be read and interpreted correctly — and not exploited to justify the sale of a compressor!
Nevertheless, each case is customer-specific and several aspects that could influence the final choice should be considered: installation requirements, floor space, need for backup units and/or spare parts stock, system’s flexibility in case of different future production needs and initial capital investment. The initial capital investment was intentionally excluded from this study because the scope was to evaluate the systems from the energy consumption point of view only. The initial capital investment and payback period would drive the final decision. Without entering into pricing discussions or details, Solutions B and C are likely to have the lowest initial capital investments.
Compressed Air Dryers
/Compressed air dryers are important items to consider when evaluating the efficiency of a typical compressed air system. One of the keys to optimal system operation is ensuring the air is only dried to the level required by the actual needs of the facility. “In selecting dryers, always consider the required dewpoint and the initial price compared to total operating costs,” says Bill Scales, co-author of CAC’s Best Practices Manual and a certified Advanced Level instructor, “Higher quality air usually requires additional equipment and can lead to increased capital investment and possibly higher operating costs.”
For example, using standard uncontrolled heatless desiccant dryers may cost 3 to 4 times more than using a similar sized refrigerated dryer. “Significant energy can be saved if the plant is operating desiccant dryers when a properly designed refrigerated dryer installation would provide adequate air treatment. Even if desiccant dryers are needed, many plants that require -40F or better dew point are using the low initial cost heatless dryer technology which is the most expensive to operate,” says Jan Zuercher, Director of Air Systems for Quincy Compressor, and a certified CAC Fundamentals Instructor, “There are more energy efficient desiccant dryer technologies available today that offer excellent payback opportunities.”

Attendees of the Compressed Air Challenge, Fundamentals and Advanced training learn about the types of air dryers and the differing characteristics that affect system performance. The Compressed Air Challenge also has a number of resources available to those who are interested in learning more about compressed air dryers. The following is an excerpt from CAC’s “Improving Compressed Air System Performance: A Sourcebook for Industry”.
Compressed air system performance is typically enhanced by the use of dryers, but since they require added capital and operating costs (including energy), drying should only be performed to the degree that it is needed for the proper functioning of the equipment and the end use.
Single-tower, chemical deliquescent dryers use little energy, but provide a pressure dew point suppression of 15 to 50°F below the dryer inlet temperature, depending on the desiccant selected. They are not suitable for some systems that have high drying needs. The approximate power requirement, including pressure drop through the dryer and any associated filtration, but excluding the cost of replacement desiccant, is approximately 0.2 kW/100 cfm.
Refrigerant-type dryers are the most common and provide a pressure dew point of 35 to 39°F, which is acceptable for many applications. In addition to the pressure drop across the dryer (usually 3 to 5 psid), the energy to run the refrigerant compressor must be considered. Some refrigerant-type dryers have the ability to cycle on and off based on air flow, which may save energy. The power requirement, including the effect of pressure drop through the dryer, is 0.79 kW/100 cfm.
On larger dryers, cylinder head unloading is available (single and two-step) and offers improved part-load performance over conventional refrigerated dryers. Cylinder head unloaders allow discreet steps of control of the refrigerant compressor, just as unloaders allow capacity control of reciprocating air compressors.
Twin-tower, desiccant-type dryers are the most effective in the removal of moisture from the air and typically are rated at a pressure dew point of –40°F. In a pressure-swing regenerative dryer, the purge air requirement can range from 10 to 18 percent of the dryer’s rating, depending on the type of dryer. This energy loss, in addition to the pressure drop across the dryer, must be considered. The heated-type requires less purge air for regeneration, as heaters are used to heat the desiccant bed or the purge air. The heater energy must also be considered against the reduction in the amount of purge air, in addition to the pressure drop. Approximate power requirement, including pressure drop through the dryer, is 2.0 to 3.0 kW/100 cfm. Excellent savings can be gained with these types of dryers, if partially loaded, using dewpoint controls.
Heat-of-compression dryers are regenerative desiccant dryers, which use the heat generated during compression to accomplish desiccant regeneration. One type has a rotating desiccant drum in a single pressure vessel divided into two separate air streams. Most of the air discharged from the air compressor passes through an air aftercooler, where the air is cooled and condensed moisture is separated and drained. The cooled air stream, saturated with moisture, passes through the drying section of the desiccant bed, where it is dried and it exits from the dryer. A portion of the hot air taken directly from the air compressor at its discharge, prior to the aftercooler, flows through the opposite side of the dryer to regenerate the desiccant bed. The hot air, after being used for regeneration, passes through a regeneration cooler before being combined with the main air stream by means of an ejector nozzle before entering the dryer. This means that there is no loss of purge air. Drying and regeneration cycles are continuous as long as the air compressor is in operation.
This type of dryer requires air from the compressor at sufficiently high temperature to accomplish regeneration. For this reason, it is used almost exclusively with centrifugal or lubricant-free rotary screw compressors. There is no reduction of air capacity with this type of dryer, but an entrainment-type nozzle has to be used for the purge air. The twin-tower, heat-of-compression dryer operation is similar to other twin-tower, heat-activated, regenerative desiccant dryers. The difference is that the desiccant in the saturated tower is regenerated by means of the heat of compression in all of the hot air leaving the discharge of the air compressor. The total air flow then passes through the air aftercooler before entering the drying tower. Towers are cycled as for other regenerative desiccant-type dryers. The total power requirement, including pressure drop and compressor operating cost, is approximately 0.8 kW/100 cfm.
Membrane-type dryers can achieve dew points of 40°F but lower dew points to –40°F can be achieved at the expense of additional purge air loss.
Advantages of membrane dryers include:
- Low installation cost
- Can be installed outdoors
- Can be used in hazardous atmospheres
- No moving parts.
Disadvantages of membrane dryers include:
- Limited to low-capacity systems
- High purge air loss (15 to 20 percent) to achieve required pressure dew points
- Membrane may be fouled by oil or other contaminants and a coalescing filter is recommended before the dryer.
The total power requirement, including pressure drop and compressor operating cost is approximately 3 to 4 kW/100 cfm.
Dryer Selection
The selection of a compressed air dryer should be based upon the required pressure dew point and the estimated cost of operation. Where a pressure dew point of less than 35°F is required, a refrigerant-type dryer cannot be used. The required pressure dew point for the application at each point-of-use eliminates certain types of dryers. Because dryer ratings are based upon saturated air at inlet, the geographical location is not a concern. The dryer has a lower load in areas of lower relative humidity, but the pressure dew point is not affected. Typically, the pressure drop through a compressed air dryer is 3 to 5 psi and should be taken into account in system requirements. Compressed air should be dried only where necessary and only to the pressure dew point required.
Maintenance
“Treatment equipment, including automatic drain traps, must be properly maintained to retain top quality results from air dryers and filters.”, says Bill Scales, “Often dryers are subjected to inlet or ambient air temperatures that exceed design specifications and will not produce the desired dewpoint or may even shut down. Sometimes, either water-cooled or air-cooled condensers have not been maintained causing the dryer to fail. There are occasions where the pressure drop across dryers or filters has not been addressed and the compressor discharge pressure has been increased leading to increased energy consumption.”
Dryer Part Load Efficiency
An important item to note when assessing air dryer performance is the part load efficiency of air dryers. Often air dryers are subject to part loaded conditions where the inlet flow, temperature and pressure, result in lower than rated moisture loading. Some types of dryers turn down their energy consumption in relation to this reduced moisture loading to save operating costs. Some assistance in determining the turn down of a refrigerated air dryer can be found in reviewing the CAGI dryer data sheets a sample of which is listed at http://www.cagi.org
Ingersoll Rand's Centac C800 centrifugal air compressor reduces energy use by up to 6%
/Ingersoll Rand's Centac C800 centrifugal air compressor is an extension of the Centac C1000 product line. Certified as ISO 8573-1Class 0, the C800 is built to provide 100% clean, oil-free air.
The Centac C800 is designed with features to maximize asset availability including tapered polygon attachments to create a precision fit and evenly distribute torque and a simplified oil piping system with an integrated oil filter to keep the system running at ideal conditions. The compressor’s integrated AGMA rated gears, flex pad hydrodynamic bearings and components work to reduce vibration and error-proof alignment.
The optimized components and systems in the Centac C800 are designed to reduce energy use by up to 6% at full load. The backward-leaning impellers are designed with software and computational fluid dynamics that maximize peak efficiency and provide greater turndown. Furthermore, inlet guide vanes (IGVs) are standard on the new C800 delivering up to 10% additional energy savings at partial load.
Maintenance is easier on the C800 air compressor with a one-piece removable inducer, in-place roddable coolers, bull gear inspection ports, and open cooler casing which offer increased access to critical components. The fully configured compressor package also affords efficient installation — no special foundation or grouting required. The single inlet and outlet connections for cooling water also reduce installation time and cost.
Oil-Free Rotary Screw Air Compressors
/37-160 kW / 50-200 hp VSD
The Nirvana Oil-Free air compressor, with a matching standard variable speed inverter and HYBRID PERMANENT MAGNETTM MOTOR coupled with a time-proven, oil-free, compression module, represents a stunning advance in compressor technology. The Nirvana Oil-Free rotary compressor provides unparalleled energy efficiency at all speeds and offers superb reliability. There are no motor bearings, pulleys, belts, couplings or motor shaft seals to wear out, leak or need replacing. Nirvana will lower your operating costs with its dynamic efficiency. Nirvana Oil-Free offers truly transcendent technology.
Features
- ISO Class 0 Certified
ISO 8573-1 edition 2, 2010 Class 0 100% oil-free air under all operating conditions, certified by TÜV Rheinland®
- Hybrid Permanent Magnet Motor (HPM)
100% maintenance-free HPM motor with no bearings, pulleys, belts or couplings to wear out. Provides virtually unlimited starts and stops.
- Rugged Reliability
Designed for continuous operation at temperatures up to 46ºC (115ºF)
- Advanced Ultracoat Protection
Molecularly-bonded UltraCoat coating on rotors and air passages delivers increased uptime and reduced energy costs
- Built to Save Energy
The Nirvana HPM motor requires significantly less power at start-up, never operates at more than full-load amps and shuts down at minimum speed reducing wasted energy
- Triple Inlet Cooler
Eliminates the need for an expensive pre-cooler and maintains the optimum cooler operating temperature
- Flexible Design
Air or water-cooled options available
Advanced Automation: Pre-Engineered to Custom-Built Systems
/Empire offers two distinct approaches to achieve the best finishing solution for each robotic application. The first approach is a pre-engineered blasting system. These systems have two types of design layouts starting with two forms of pedestal-mounted robot machines and an inverted robot machine. Most applications fit these machines with the ability to process parts up to 2ft dia. x 2ft high. In each solution the robot is manipulating the blast nozzle. Each design includes a dc motor-driven 7th axis that can be upgraded to a servo-driven axis which provides the operator with infinite flexibly and more precision.
A main advantage of the pre-engineered system is that engineering costs are removed since it is predesigned. At the same time, a number of standard options are available that will cost less than custom-designed systems. Lastly, a pre-engineered system can be produced much faster that a custom-built solution.
Pre-engineered System
A custom-built system is used generally if a part is too large for a pre-engineered solution or if it is more desirable to manipulate the part instead of the nozzle. The customer may have a specific material handling need that is out of the range of the pre-engineered system capabilities.
Custom Design
To determine which approach is the best solution, Empire analyzes customer-supplied drawings and part dimensions, integration and support needs. The plant layout is reviewed and becomes part of the design criteria to ensure proper installation and efficient production. Empire arranges a meeting with the customer if necessary then provides a proposal.
Once the equipment is produced, a factory acceptance test is conducted at Empire’s facility. The customer visits Empire to test the equipment and receive operational and maintenance training. Once the test is complete and the equipment is approved, Empire’s service technicians can be provided to supervise the installation and startup as well as provide on-site training.
Dekker Vacuum Technologies finds itself competing in a unique market
/MICHIGAN CITY — Rick Dekker, chairman of Dekker Vacuum Technologies, 935 S. Woodland Ave., wants people to know the company that bears his name doesn’t make household vacuum cleaners.
Rather, the company manufactures and markets industrial vacuum technology that is completely different and substantially more powerful than a home vacuum cleaner.
The company’s machines have been used in power plants and in mining, petroleum refining, cheese processing and distilling whiskey.
The industrial vacuum systems the company manufactures are similar to the compressors commonly seen in manufacturing, but there is a major difference, Dekker said.

“Our machines suck,” he said. “They don’t blow.”
It’s a description that can bring a smile to visitors, but Dekker is quick to point out the key difference between compressors and industrial vacuums. An air compressor takes air, and in the process of compressing it pushes the air to the application.
With vacuum technology, suction is created after the application. Air is drawn through the process. While the purpose of the vacuum pump is removing air or vapors, it also may pull in foreign material generated in the process. Dekker said his company has to be careful in its product design so that this material does not damage the inner workings of the vacuum system.
“We compete in a unique market that offers a wide variety of products” Dekker said. “What sets us apart is that our competitors try to fit their products to an application, while we’re solutions providers.”
If the customer’s needs fit what’s on the shelf at Dekker, fine. But if it doesn’t, Dekker will start from scratch and design a vacuum system that fits the customer’s needs. It’s been that way since Rick and his father, Jan, started the company in 1998.
The roots of Dekker’s family reach to Holland. His family moved to the United States in 1979 from South Africa, where his father was designing and building vacuum systems for that country’s gold industry.
“The political situation there was unstable,” said Dekker, and his father recognized it was time to leave the country. His father had met representatives from Sullair, who were in South Africa at the time marketing the company’s products. A relationship was formed and Dekker wound up moving to Michigan City to work for Sullair and its founder, Don Hoodes.
After Sullair was purchased by Sundstrand in the 1980s, Jan Dekker started his own company in partnership with an Italian company. Rick joined his father at that company in 1993.
“We broke away and in 1998 started Dekker Vacuum Technologies,” Dekker said from his second-floor office in the Michigan City Enterprise Center on Woodland Avenue on the city’s East Side.
At the time, the company had 10,000 square feet in the complex. That first year, Dekker said, the company lost money, but since then, it has turned a profit and grown to occupy 45,000 square feet, employing 40 skilled people.
In 2007, the company was listed by Inc. Magazine as one of the 5,000 fastest growing companies in America.
Dekker’s products are primarily sold in the United States, Canada and Mexico. This year, the company is expanding its sales into South America and reviewing opportunities in Europe and Asia.
Industries that use vacuum pumps are looking to efficiently refine a product, remove air or vapors from a manufacturing operation or remove a substance from soil, water or a product.
In a dentist’s office, when the dentist asks for suction, that’s a vacuum pump application, Dekker said. For the frozen concentrated orange juice industry, vacuum pumps remove water at a lower temperature so the orange juice concentrate retains its taste. In soil and groundwater remediation, vacuum systems remove contamination from soil or water.
Some of the machines made by the company are huge and need to be shipped by truck. Athers are small enough to be held in your hands. Regardless of the size, each is made by a small group of highly specialized employees who do everything from fabricate the parts to weld and assemble them.
Each machine is fully assembled and tested before it leaves Michigan City for the customer, Dekker said.
Dekker said the company has grown in recent years, and he has worked hard to make sure the company has the best people in place to continue that growth. He and his partner in the company, Jerry Geenen, senior vice president of engineering, hired Mark Cash in early 2009 as chief executive officer. Cash was previously with American Licorice in La Porte and prior to that at GM and Toyota. The most recent addition to the Dekker team is John Singer, director of sales and marketing. Singer previously was with Danaher, Rubbermaid and GE Lighting.
“My focus is to recruit the absolute best people into our operation,” Dekker said. “This has resulted in a team of people at Dekker that go above and beyond and continuously strive to improve the customer experience. I want to be able to spend my time capitalizing on my strengths, which include setting the future vision for the company.”
q
Compressed Air Piping
/The purpose of the compressed air piping system is to deliver compressed air to the points of usage. The compressed air needs to be delivered with enough volume, appropriate quality, and pressure to properly power the components that use the compressed air. Compressed air is costly to manufacture. A poorly designed compressed air system can increase energy costs, promote equipment failure, reduce production efficiencies, and increase maintenance requirements. It is generally considered true that any additional costs spent improving the compressed air piping system will pay for themselves many times over the life of the system.
Compressor Discharge Piping
Discharge piping from a compressor without an integral aftercooler can have very high temperatures. The pipe that is installed here must be able to handle these temperatures. The high temperatures can also cause thermal expansion of the pipe, which can add stress to the pipe. Check the compressor manufacturer's recommendations on discharge piping. Install a liquid filled pressure gauge, a thermometer, and a thermowell in the discharge airline before the aftercooler. Proper support and/or flexible discharge pipe can eliminate strain.
Condensate Control
Condensation control must be considered when installing a compressed air piping system. Drip legs should be installed at all low points in the system. A drip leg is an extension of pipe below the airline, which is used to collect condensation in the pipe. At the end of the drip leg a drain trap should be installed. Preferably an automatic drain will be used (see drain valves section for a complete description of the type of drain valves available).
To eliminate oil, condensate, or cooling water (if the water-cooled aftercooler leaks), a low point drain should be installed in the discharge pipe before the aftercooler. Be sure to connect the aftercooler outlet to the separator inlet when connecting the aftercooler and the moisture separator together. If they are not connected properly, it will result in either poor aftercooling or poor separation.
The main header pipe in the system should be sloped downward in the direction of the compressed air flow. A general rule of thumb is 1" per 10 feet of pipe. The reason for the slope is to direct the condensation to a low point in the compressed air piping system where it can be collected and removed.
Make sure that the piping following the aftercooler slopes downward into the bottom connection of the air receiver. This helps with the condensate drainage, as well as if the water-cooled aftercooler develops a water leak internally. It would drain toward the receiver and not the compressor.
Another method of controlling the condensation is to take all branch connections from the top of the airline. This eliminates condensation from entering the branch connection and allows the condensation continue to the low points in the system.
Pressure Drop
Pressure drop in a compressed air system is a critical factor. Pressure drop is caused by friction of the compressed air flowing against the inside of the pipe and through valves, tees, elbows and other components that make up a complete compressed air piping system. Pressure drop can be affected by pipe size, type of pipes used, the number and type of valves, couplings, and bends in the system. Each header or main should be furnished with outlets as close as possible to the point of application. This avoids significant pressure drops through the hose and allows shorter hose lengths to be used. To avoid carryover of condensed moisture to tools, outlets should be taken from the top of the pipeline. Larger pipe sizes, shorter pipe and hose lengths, smooth wall pipe, long radius swept tees, and long radius elbows all help reduce pressure drop within a compressed air piping system.
In recent years several manufacturers have developed piping systems especially for compressed air (fig. P1-2). These compressed air piping systems typically have smooth walls, are lightweight, and reduce the installation costs associated with copper and threaded pipe. Follow the manufacturer's recommendations for installing these systems.
Loop Pipe System
The layout of the system can also affect the compressed air system. A very efficient compressed air piping system design is a loop design. The loop design (fig. P1-3) allows airflow in two directions to a point of use. This can cut the overall pipe length to a point in half that reduces pressure drop. It also means that a large volume user of compressed air in a system may not starve users downstream since they can draw air from another direction. In many cases a balance line is also recommended which provides another source of air.
Reducing the velocity of the airflow through the compressed air piping system is another benefit of the loop design. In cases where there is a large volume user an auxiliary receiver can be installed. This reduces the velocity, which reduces the friction against the pipe walls and reduces pressure drop. Receivers should be positioned close to the far ends or at points of infrequent heavy use of long distribution lines. Many peak demands for air are short-lived, and storage capacity near these points helps avoid excessive pressure drop and may allow a smaller compressor to be used.
Piping materials
Common piping materials used in a compressed air system include copper, aluminum, stainless steel and carbon steel. Compressed air piping systems that are 2" or smaller utilize copper, aluminum or stainless steel. Pipe and fitting connections are typically threaded. Piping systems that are 4" or larger utilize carbon or stainless steel with flanged pipe and fittings.
Note: Plastic piping may be used on compressed air systems, however caution must used since many plastic materials are not compatible with all compressor lubricants. Ultraviolet light (sun light) may also reduce the useful service life of some plastic materials. Installation must follow the manufacturer's instructions.
It is always better to oversize the compressed air piping system you choose to install. This reduces pressure drop, which will pay for itself, and it allows for expansion of the system.
Corrosion-resistant piping should be used with any compressed air piping system using oil-free compressors. A non-lubricated system will experience corrosion from the moisture in the warm air, contaminating products and control systems, if this type of piping is not used.
Turning Air Compressors Into An Energy Source
/The rise in energy prices is an unwelcome reality in today’s manufacturing and business environment. While the rate of price increases for natural gas, heating oil, and other sources may vary from year to year, the upward trajectory is clear. Energy cost reduction strategies are vital to staying competitive.
One important way operational efficiencies can be increased is by harnessing heat from compressed air systems, which are a major component of industrial energy consumption.
The heat generated by compressed air systems can be a very good source of energy savings. In fact, 100 percent of the electrical energy used by an industrial air compressor is converted into heat. 96 percent of this heat can be recovered (the balance remains in the compressed air or radiates from the compressor into the immediate surroundings).
Too often that heat is lost to the ambient environment through the compressor cooling system. The good news is that nearly all of this thermal energy can be recovered and put to useful work to significantly lower a facility’s energy costs.
The most common compressor equipment found in manufacturing plants today is the air-cooled, lubricated rotary screw design. The amount of heat recovered using these systems will vary if the compressor has a variable load, but in general, very good results will be achieved when the baseload air compressor package is an oil-injected rotary screw type design, operating at 185 degrees F or higher.
Oil-free rotary screw compressors are also well-suited for heat recovery activities. As with other compressor systems, the input electrical energy is converted into heat and because they operate at much higher internal temperatures than oil-injected compressors, they produce greater discharge airend temperatures (typically 300 degreesF and higher).
By integrating standard HVAC ductwork and controls, warm air from compressors can be harnessed for many purposes. Capturing warm air is simply accomplished by ducting the air from the compressor package to an area that requires heating. The air is heated by passing it across the compressor’s aftercooler and lubricant cooler. This extracts heat from both the compressed air and the lubricant, both improving air quality and extending lubricant life. Nearly all current models have cabinets that channel airflow through the compressor, and many current designs exhaust warm air out the top of the unit. This simplifies adapting compressors to space heating to merely installing ducting and (sometimes) a supplemental fan to handle duct loading and to eliminate back pressure on the compressor cooling fan.
With rotary screw compressors running at full load, it is possible to “harvest” approximately 50,000 BTUs of energy per hour for each 100 cfm of capacity. This value is based on 80 percent recoverable heat from the compressor and a conversion factor of 2,545 BTU/bhp-hr, although recovery efficiencies of up to 90 percent are frequently attained. The resulting air temperatures are often 30 to 40 degrees F higher than the cooling air inlet.
Space heating can be regulated easily using thermostatically controlled, motorized louver flaps for venting, to maintain a consistent room temperature. When heating is not required, the hot air can be ducted outside the building to reduce cooling costs.
Rejected heat can also be used to heat water or other fluids. Air-cooled, oil-injected compressors can be used to heat water or other process fluids. Oil-injected and oil-free water-cooled compressors can also be used for this type of heat recovery. The best efficiencies are usually obtained from water-cooled installations. These systems can effectively discharge water at temperatures reaching 160 degrees F. Discharged cooling water is connected directly to a continuous process heating application for year-round energy savings (such as a heating boiler’s return circuit).

The key to heat recovery effectiveness with water-cooled compressors is attaining a “thermal match” between the heat being recovered and the heat that is needed on a regular (hourly) basis. The temperature range and the approach temperature must be in line. This needs to be an engineered solution.
Most process applications in production facilities can benefit from heat recovery from compressed air systems throughout the year, not just during the cold weather months. In most space heating applications, heat is required during three seasons and during the warmer months, removing the heat of compression will make compressor room temperatures much more comfortable. Maintaining proper ambient conditions will also improve compressor efficiency and facilitate air treatment. Moreover, controlling operating temperatures will extend compressor air equipment life.
Generally, the larger the system, the faster the payback, but payback on heat recovery also depends on the amount of rejected heat that can be used and the cost of the alternative energy source. After factoring in the installation cost, it’s possible that smaller systems will not provide enough recoverable BTUs of energy to make the investment worthwhile.
Beyond energy savings, an important argument can also be made that heat recovery activities benefit the environment, as they reduce the carbon footprint of a plant. As energy policies and regulations continue to evolve in the United States and other countries, these considerations are only expected to become more important. It is only by evolving with these regulations and embracing alternative ways to recover energy wherever possible that compressed air system users can hope to squeeze every ounce of efficiency out of each BTU they pay for.
SABA Success Story
/To learn more about Wilden AODD pumps, please visit: http://www.wildenpump.com - Manufacturing adhesives and sealants can tax many pump types, but SABA Dinxperlo B.V., one of Europe's leading independent producers of high-quality adhesives and sealants, has optimized its manufacturing process through the use of air-operated double-diaphragm (AODD) pump technology from Wilden® Pump & Engineering Co. SABA began using Wilden T8 Series AODD Pumps more than 20 years ago, some of which are still in operation, and continues to find great success with the brand, including the Original™ and Advanced ™ Series PX4/PX8 and PX400/PX800 models that feature the innovative Pro-Flo X™ Air Distribution System (ADS).
Holland Air Pumps' Gerrit Klaassen on Pro-Flo SHIFT
/Gerrit Klaassen from Holland Air Pumps, The Netherlands, talks about compressed air and how to save over-consumption and increase productivity with Wilden's Pro-Flo SHIFT.
Maag Offers Solutions for Various Critical Pumping, Filtration and Pelletizing Applications
/Through its various brands, Maag is the leading manufacturer and provider of gear pumps, filtration systems, pelletizing systems and control systems for use in the plastics, petrochemical and food-processing industries. Maag's innovative vacorex® Generation 6 Gear Pump sets a new standard in extrusion-pump operation in polymerization and joins the extrex® GP/HP/HV and RB/RV(Q) and HydrolubS models in giving Maag the industry leader in extrusion and compounding, elastomer processing and industrial processing applications. Maag also offers the best in polymerization filtration systems, including industry-leading slide-plate, single-piston and double-piston screen changer models, along with a complete array of filter cavities. Maag's pelletizing systems include the SPHERO® 350, M-USG and PRIMO 200E, which are leaders in both underwater and strand pelletizing. Finally, Maag's maax® family of control systems are the top automated solutions for clearing extrusion lines. Maag backs all of its products with worldwide service and support, including grinding and pump-repair centers on four continents and sales offices on six continents.
PSG® to Feature Innovative Pumping Technology at IFAT 2014
/PSG® is pleased to announce that several of its operating companies will be exhibiting their pumping technologies at IFAT 2014 in Hall A6, Stand 214. IFAT -- which is one of the world's leading trade fairs for water, sewage and raw-materials management -- will be held from May 5-9 in Munich, Germany. The PSG companies that will be present include: Almatec®, Neptune™, Wilden® and Abaque®.
PSG China Operations
/Pump Solutions Group offers expert support to customers and distributors throughout Asia and China from its Shanghai manufacturing and commercial facilities. Learn more about the global expansion of PSG's portfolio of flow solutions.
Offshore Loading Arm Footless (OLAF)
/OLAF has been developed for LNG transfer between an FLNG vessel and a conventional LNG carrier, in side-by-side moored arrangement in harsh offshore conditions.
FMC Technologies
/Building and implementing subsea technologies for the life of the field.